USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



Product information:
Part Material: PS
Part Weight: 0.8g
Part Size: Length 90mm
Mold information:
Mold cavities: 28 cavities
Mold injection system: 1 tip hot runner
Mold steel: S136 steel with Hardness HRC 45-48
Mold base: 60#
Suitable injection machine: 160T
Cycle time: 14s
Working: automatically cutting gate during ejection
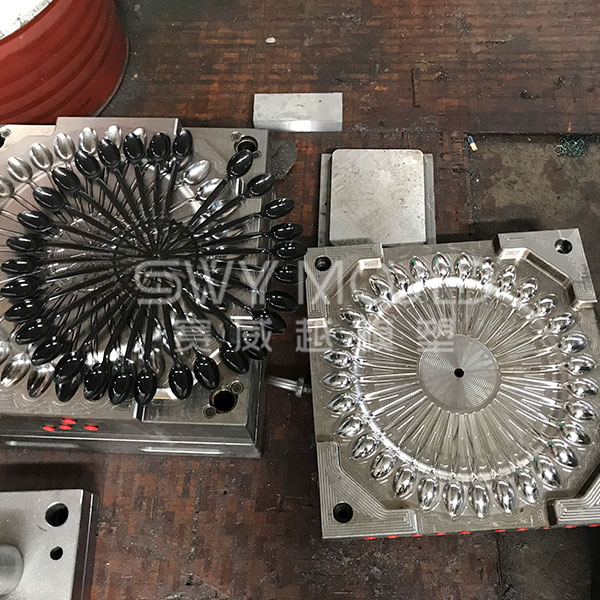
Viewing SWY thin-wall plastic tableware mold
The cycle time of thin-wall plastic tableware mold
About the cycle time, a complete cycle is: mold close — injection — cooling ( charging at the same time) — mold open — ejection — mold close.
Normally, the machine dry cycle (mold open-ejection-mold close) takes about 3 sec, the injection will take about 2 sec. rest time is for cooling, spoon with 24 cavities, about 8-10 sec for cooling is normal.
So in total cycle time, 13-15 sec is normal cycle time.
How to get shorter cycle time, is not easy work, we need to pay attention to the following points:
1. from mold, cooling system design is a key point, maximum cooling is mold designer need to consider.
2. at the same time gate and runner size are important too. the most difficult cooling area is the runner and gate. the gate size should be controlled in a suitable size, to ensure easy injection but not take a long time for cooling.
3. Besides mold, the cooling condition is important too, chiller for sure is necessary for summer, in some countries with high temp. all the year, a good chiller should be prepared.
4. From the machine, dry cycle 3 sec is normal, if you want to get less cycle time, you can discuss with the machine factory to see whether they can reduce dry cycle and injection time.
Above is some experience SWY MOULD get during mold testing, if you have any comments, or questions, welcome to discuss with us. and also welcome to SWY, let’s work together to get a good solution.
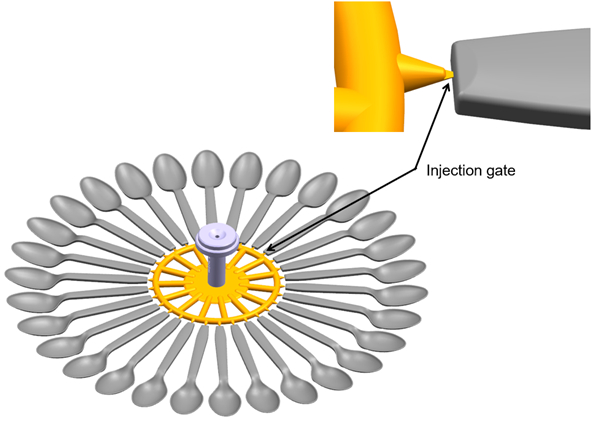
The gate design of thin-wall plastic tableware mold
The location of the gate is of importance with respect to the way in which the polymer flows into the mold impression. Other factors have to be taken into consideration when choosing a gate location, which includes:
1. aesthetic considerations of the molding
2. degating requirements of the molding
3. design complexity of the molding
4. mold temperature requirement
5. nature of the polymer to be processed
6. volume of the polymer to be fed through the gate and the feed rate
7. significance and positions of weld lines produced
8. possible locations and effects of gas entrapment created as a result of the filling profile
After consideration of all the previous points, it must be apparent that the positioning of the gate must be determined relatively early on and before the design build-up has started. If the forks, spoon, and knife component is to be conventionally fed, i.e. non-hot runner, the gate location options are further restricted due to the limitations of the two-plate mold design. Restrictions exist because of the necessity of having to gate on a single plane about the mold split line. When confronted with gating requirements outside the scope of the two-plate design,the mold designer has the choice of selecting either the three-plate or the runner-less mold design formats in order to achieve the desired gate position.
The material used for thin-wall plastic tableware mold
Tableware mold is widely used in daily use. Spoon molds are the most used in disposable tableware. The requirements are also relatively high. The surface must be high-gloss, the parting surface must be perfect and there must be no flashing, and the surface effect must be good. Long life, steel is one of the keys. In the process of manufacturing cutlery mold, the commonly used mold steels are P20/718/S136/H13/NAK80, etc. 718 mold steel has almost become the most commonly used cavity material for plastic molds.
1. Pre-hardened plastic mold steel
718H: used for high-polished and high-demand internal mold parts, suitable for PA, POM, PS, PE, PP, ABS plastics, hardened and fired to about HB290~370
2. Corrosion-resistant mirror mold steel
S136: suitable for mirror molds, high acid resistance after quenching, suitable for PVC, PP, EP, PC, PMMA plastics, food industry machinery components, soft annealed to about HB 215 ~330 (can be hardened to about HRC52), generally used to make transparent cutlery molds, the mold life can reach 200W shot life.
3. High hardness and high polishing mirror plastic mold steel
NAK80: high hardness, excellent mirror effect, good electrical discharge machining, excellent welding performance, suitable for electro-erosion and polishing performance molds.
4. Pre-hardened high-quality plastic mold steel
DIN1.2738: steel with nickel content, uniform hardness, good cutting, used for high-demand plastic molds, especially suitable for electro-erosion operations, hardened and fired to HB 290~330
5. Pre-hardened corrosion-resistant mirror mold steel
DIN1.2316: high chromium stainless steel, pre-hardened, excellent corrosion resistance, good polishing, and cutting, easy to reach mirror effect. Suitable for molds for transparent and mirror products, after hardening and fire to HB 265~310.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Thin-wall Plastic Tableware Mold Suppliers