USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.






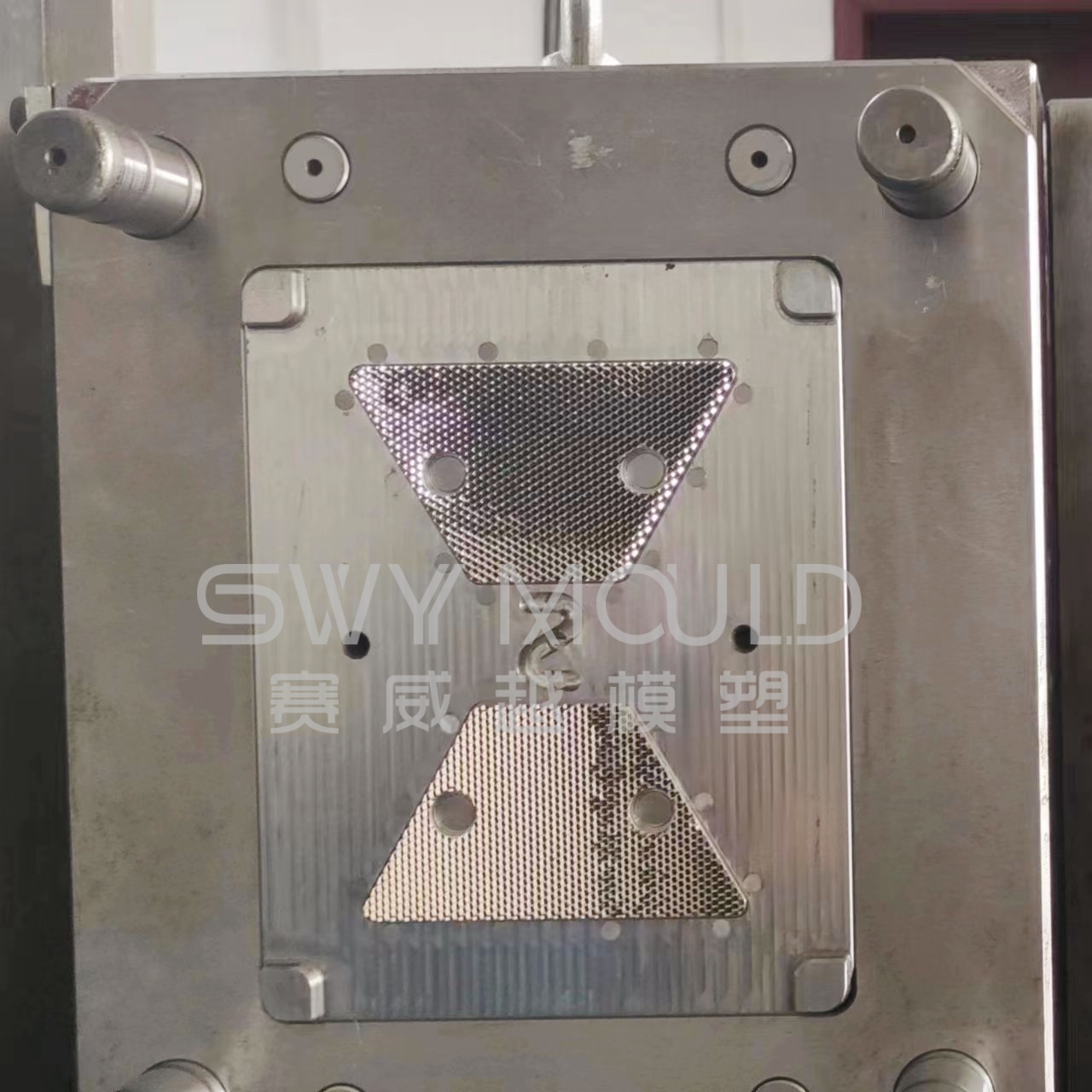
There are three parts of one crane display screen shell, one is the frame, one is the front cover, one is the rear cover. Each part is made with one mould.
Plastic resin: FR-ABS
Mould cavity: single
Mould steel: P20H
Injection system: front cover & frame mould---cold runner
rear cover---hot runner
Molding method: with insert mass production
Sample analysis of plastic shell mould for crane display screen
This product is a new project for our customers. Their company is specialized in making crane display screens, and they have their own idea to make a new type of screen. Without a sample, without a design, only with their ideas, we made a 3D printing sample for them. After they assembling all spare parts in the product and check the feasibility, we begin making mould.
Here is the 3D printing sample for crane display screen:
Raw material for plastic crane display screen shell---ABS
ABS plastics play an important role in the electronics industry, machinery industry, transportation, building materials, toy manufacturing, and other industries due to their high mechanical strength and good comprehensive performance. Especially for large cabinet structures and stressed parts as well as decorative parts that need to be plated. Based on years of practical experience, SWY MOULD has carried out a simple analysis of ABS plastic molding.

1. Moisture content of ABS plastic
ABS plastics are hygroscopic and sensitive to water. Drying and preheating before processing can not only eliminate surface flashing bubbles and silver filaments caused by water vapor, but also contributes to the plasticization of plastics, reduces stains and moiré on the surface of parts.
The control moisture content of ABS raw materials is below 0.13%. Drying conditions before ABS plastic molding are: drying climate in winter, oven temperature between 75-80℃, baking 2-3 hours. Summer rainy days, oven temperature between 80-90℃, baking 4- 8 hours. If the part is to have a special gloss or the part itself is complicate, lengthen the baking time to 8-16 hours.
Due to the presence of traces of water vapor, the surface of the workpiece is often overlooked. In order to prevent ABS after drying from absorbing moisture again in the hopper, it is better to change the machine hopper to a hot air hopper dryer. But enhance hopper in humidity monitoring to prevent occasional interruption of material overheating during production.
2. Control of the temperature of ABS plastic molding machine
The relationship between injection temperature and melt viscosity of ABS plastics is different from other amorphous plastics. When melting temperature increases, melting of ABS actually decreases very little, but once melting temperature reaches plasticizing temperature (suitable processing temperature range, such as 220-250℃). If temperature continues to rise blindly, it will lead to heat resistance. Thermal degradation of ABS is not high, melt viscosity increases, abs plastic molding will be more difficult, and mechanical properties of parts will also decrease.
Although injection temperature of abs plastic mold making is higher than injection temperature of polystyrene and other plastics, it does not have a more relaxed heating range as latter. Some injection molding machines with poor temperature control often find yellow or brown coke particles embedded in parts when producing a certain number of ABS parts, which is difficult to remove with new materials. The reason is that ABS contains butadiene. Plastic particles will degrade and carbonize under high temperatures for a long time. Since the high-temperature operation may cause problems with ABS, it is necessary to control the furnace temperature of each section of the barrel.
Applicable furnace temperatures for different types and compositions of ABS are also different. For example, maintain the temperature of plunger furnace at 180-230℃, and temperature of screw furnace at 160-220℃. It is particularly worth noting that ABS is sensitive to various process factors due to its high processing temperature. Therefore, temperature control of the front end of the barrel and nozzle is very important. The practice has proved that any production will reflect subtle changes in these two parts. The greater the temperature change, the more defects such as welds, poor gloss, flash, sticking, and discoloration.
3. Control of ABS plastic molding machine pressure
The viscosity of ABS melt is higher than that of polystyrene or modified polystyrene, so injection pressure is higher. Of course, not all ABS components require high pressure. For small, simple, thick parts, low injection pressures can be used. In the ABS plastic molding process, when the gate is closed, pressure in the cavity often determines the surface quality of part and degree of silver wire defects. Pressure is too small, plastic shrinkage is large, the chance of getting out of cavity surface is large, and the surface of the part is atomized. If pressure is too high, friction between plastic and cavity surface will be large. It will easily cause mold to bond.
4. Injection speed of ABS plastic molding machine
ABS material is better at medium injection speeds. When injection speed is too fast, plastic is easily burnt or decomposed to produce vapor. It causes defects such as weld seams, poor gloss, and red plastic near the gate. However, in the production of thin-walled complex parts, it is still necessary to ensure that injection speed is high enough, otherwise, it is difficult to fill.
5. Mold temperature
ABS has a higher molding temperature and a relatively higher mold temperature. In general, mold temperature is 75-85. When machining large project area parts, fix mold temperature is 70-80℃ and run mold temperature is 50-60℃. When injecting large, complex, thin-walled parts, special heating of mold should be considered. In order to shorten the production cycle and maintain relative stability of mold temperature, a cold water bath, a hot water bath, or other mechanical forming methods can be used to compensate for a cold set time in the cavity after parts are taken out.
6. Quality control
When ABS plastic is injected into a common ABS plastic molding machine, injection volume per injection is only 75% of standard injection volume. In order to improve quality and dimensional stability of part, uniform surface gloss, and hue, injection volume should be 50% of nominal injection volume.
Mold try and mass production process
For the error caused by the inconsistency between the predetermined shrinkage and the actual shrinkage, the smoothness of the demoulding, and the cooling effect, especially the influence of the size, position, and shape of the gate on the accuracy and appearance of the product, must be tested by trial mode. Therefore, the test mode is an indispensable step in verifying the qualification of the mold and selecting the optimum molding process.
During testing, we will take photos and record the video for checking. Later, sending the samples by national express to customers for checking the quality and size of samples. If the sample is not ok, we will revise it and re-test to have a good sample. If the sample we made is ok, we will begin mass production.

Heat treatment control for the plastic mould
The heat treatment of plastic mould parts enables the parts to obtain the required material hardness, while at the same time making the parts processing and the size and shape stable after processing. There are different heat treatment methods according to the different materials of the parts and the structural characteristics of the parts. The internal stress of the heat treatment of the parts must be controlled, and the heat treatment process must be formulated. The hardenability, hardenability, heat sensitivity, and decarburization sensitivity of the material must be fully considered, and the pressure quenching process must be used for thin-walled parts. For better products, you should choose a reliable molding supplier.
About Taizhou Saiweiyue Mould & Plastic Co., Ltd
SWY MOULD was built in 2015 year, we are one of the best mould factories in Taizhou, China. We are mainly making different kinds of plastic parts moulds. There is 100% of our molds export to foreign countries, such like Europe, Africa, America, South-east Asia and so on. All of our moulds design will be double check with customers before machining, then make sure 92% passed by first time test &. guarantee delivery time. Strictly control quality, making time & cost in order to reach a double win.
We insist on the quality principle of "Pay attention to details". High quality is our first & important seek, do the best service after sold is our promise. Always will provide professional advice, strict management & good service. We are sure you will be satisfied with our plastic mould, molding solution, and service. Let’s join hands for a better future.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Shell Mould For Crane Display Screen Suppliers