USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
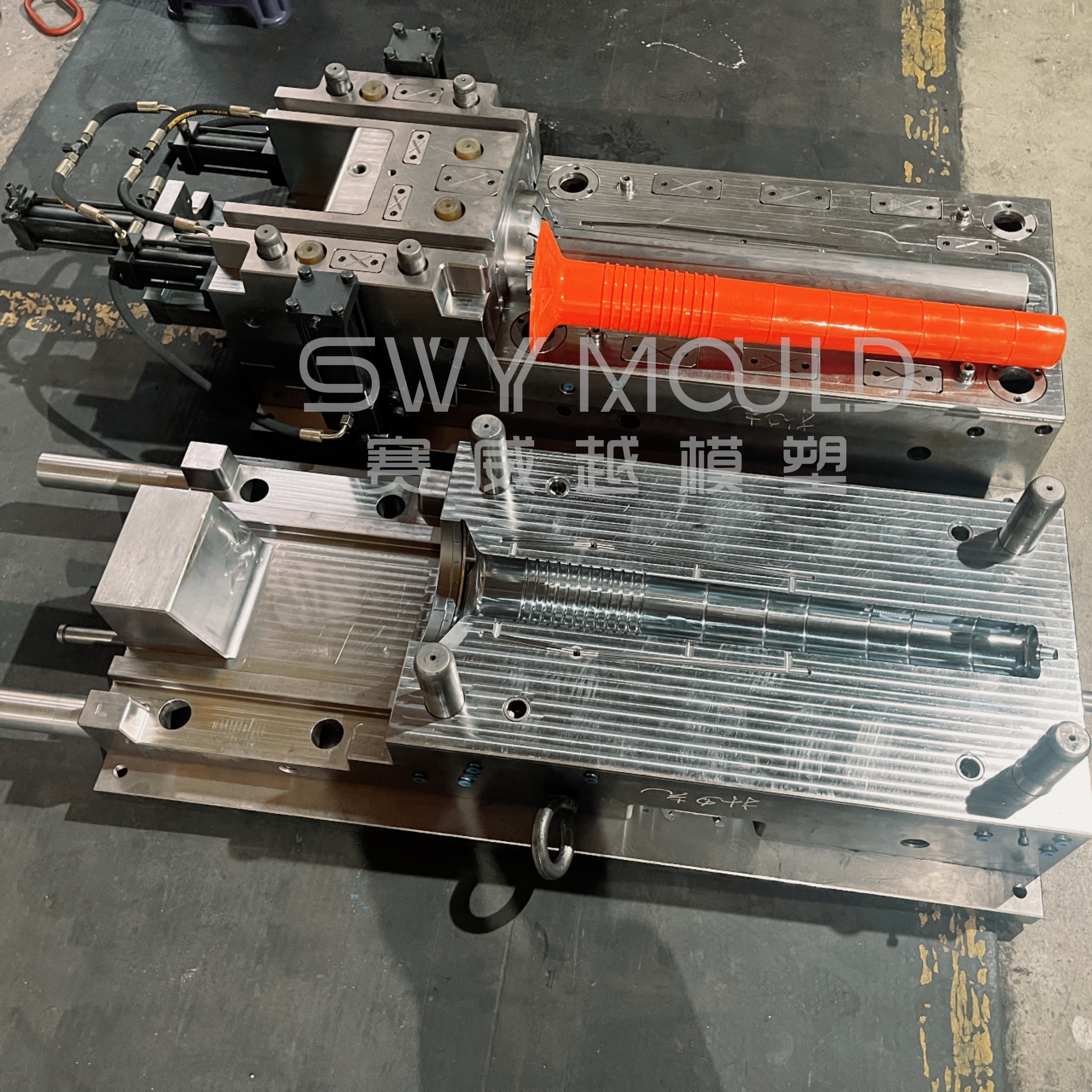
Part size: length 100mm
Part material: recycled plastic
Mold steel: 2316 vacuum hardening
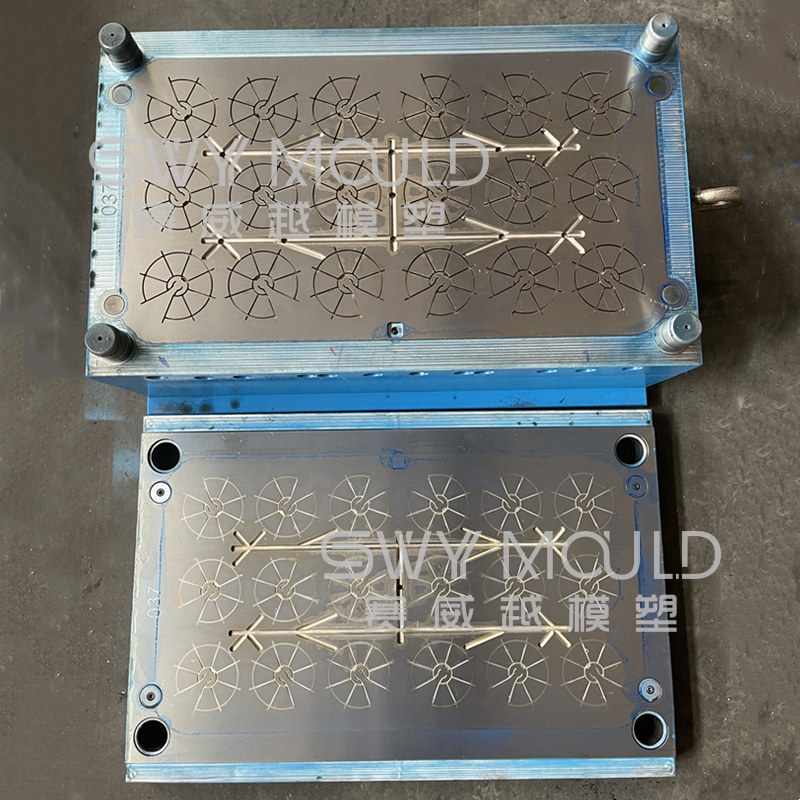
Mold cavity: 18
Gate type: big gate
Lead time: 45 days
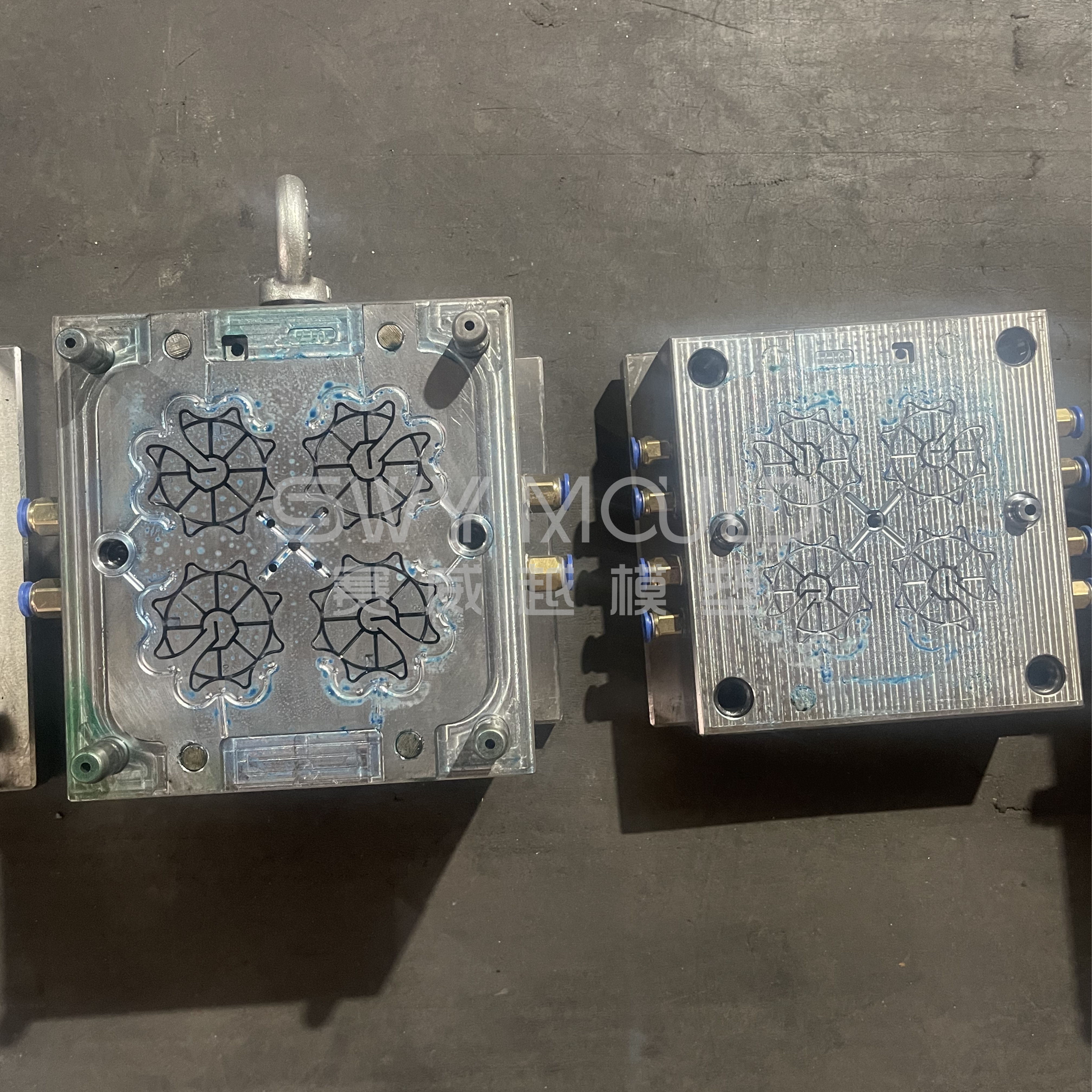
Plastic rebar wheel spacers
Spacer wheels are used on columns, walls, beams, pre-cast formwork, and round formwork. Made of plastic, the wheels have an internal webbing or framework that holds the rebar at the center of the wheel. And because the wheel is round, it can't tip over when the rebar is moved, in the way that chairs sometimes do. Spacer wheels are strong and light and make minimal surface contact, and they are available for different rebar sizes.
* Spacer wheels insures proper cover requirements
* Open style design does not impede the concrete flow
* Minimal formwork contact
![]()
Design technology in SWY MOULD
The key to successful mold making is that QUALITY must begin with mold design capability. At SWY MOULD, we have invested in both professional people and technology to ensure that our designs meet your highest expectations.
SWY Mould is able to design molds according to customer’s product designs, 2D/3D models, or drawings with specifications. Our design capability includes:
* DFM
* Mould flow analysis
* Product optimization
* Full 2D & 3D mold design
* Reverse engineering
* Unique designs through collaboration with customers
We design our molds based on customer input and mold complexity.
With more than a decade of experience combined in the molding and plastics industry, we are able to anticipate potential quality and tool manufacturing problems or risks at the earliest stage and optimize the design with the customer to eliminate those risks before the start of mold production.
The engineering software used at SWY:
* Mould design software: AutoCAD, UG
* Programming software: Powermill
* Data exchange: UG, PRO/E, SOLIDWORKS, CATIA, CAD, STP, X_T, IGS, PRT, DWG, DXF
Plastic mesh rebar wheel spacer injection mold trial instruction
First, introduction
When we receive a new mold test mold proofing needs, we are always keen to try out an earlier result of prayer request and smooth so as not to waste hours of work and cause trouble.
But in this we have to remind two points: first, the mold designers and manufacturing engineers sometimes an error in our test model, fails to alert small error may arise due to large damage. Second, the test model results are to ensure successful future production. If the tryout process did not follow reasonable steps and make the appropriate records, that is no way to guarantee the smooth progress of mass production. We also emphasize that “the use of smooth, then mold will quickly increase the profits of the recovery, otherwise the cost of damage caused by even more than the mold itself will cost.”
Second, try this before you mold on the machines
1. Relevant information about mold:
Can achieve the best mold design drawings, detailed to the analysis, and sometimes have mold technician to participate in the work.
2. The first stage in the work of the mechanical inspection with the action:
Should pay attention to whether the cuts, missing pieces, and loose phenomena, mode to the slide action is really, waterway and airway joints with or without leakage, mold opening process, then if restrictions should also be marked in the model. If these actions before the model were done in the hanging, that would be found to avoid problems linked to mold, mold removal go to waste hours of work have taken place.
3. When the proper action after determining mold ministries, we must select the appropriate test mold injection molding machine, the choice should pay attention to
* Injection capacity
* the width of the guide bar
* the largest open range
* are complete and other accessories
All confirmed that no problems were hanging next step is to mold, hanging in the lock should pay attention to all the templates folder and mold do not remove the fish before the hanging, in order to avoid loosening or breakage of the template folder so that die fall.
Mold should be carefully re-installed after inspection mold all the parts of mechanical movement, such as skateboarding, thimble, back tooth structure, and limit switches of action really. And pay attention to Shoot's mouth is aligned with the inlet. The next step is to pay attention to clamping action, then the pressure should be lowered off mode, in manual and low clamping action in attention and listen to see whether there is any difference from time to smooth movement and sound and so on.
4. Raise the mold temperature:
Based on raw materials used in product performance and die size of the choice of appropriate mold temperature control unit will die when the temperature increases to produce the required temperature. Once the mold temperature increased again after the view to the various parts of the action, because the steel due to thermal expansion, may lead to card mode phenomenon, it should be noted that the sliding ministries in order to avoid strain and vibration generation.
5. If the pilot scheme is not implemented within the factory rules, we propose to adjust the conditions of a test mode a condition can only be adjusted in order to distinguish one effect of changes in the terms of the finished product.
6. According to different raw materials, on the appropriate use of the original Tu-made baking.
7. Try out with future production using the same raw materials as possible.
8. Do not totally inferior race tryout material, if the color needs to be arranged test color.
9. Internal stress and other issues often affect the secondary processing, should be finished after the tryout to be stable after secondary processing of slowly closed mold, the mold should be fine off the pressure and movement several times to see whether the co- mold pressure inequality and to avoid distortion product generated flash and mold.
After checking the above steps are then die off speed and the pressure reduced, and the security buckle ejection rod and set a good trip, and then transferred to a normal off mode and off mode speed. If the trip involves the maximum limit switch should be adjusted to a shorter mold stroke, which cuts off the mold before the maximum travel speed mold action. This is because they put on the mold during the trip among the high-speed movements who travel longer than the low speed of it. Mechanical machine in the plastic top of the bar must also be adjusted after the full opening-mode action role, so that thimble board or peel board Stress and deformation.
In the first model for injection before you re-check the following:
* whether the feeding schedule is too long or less
* the pressure is too high or too low
* whether the filling too fast or too slow speed
* processing cycle is too long or too short
To prevent the finished short shot, broken, deformed, or even hurt mold flash. If the processing cycle is too short to wear a thimble to the top ring Jishang finished products or peeling. Such circumstances may cause you to spend 23 hours removing the finished product. If the processing cycle is too long, then the mold core of the thin rubber parts may tighten and break, of course, you can not expect the tryout process might happen but do take account of prior and timely measures that will help you avoid serious and costly damage.
Third, the main steps tryout
In order to avoid unnecessary waste of production time and when disturbed, indeed, necessary to pay the patience to adjust and control various processing conditions, find the best temperature and pressure conditions, and develop standard procedures for test mode and available and in establish a regular working method.
1. View the barrel of the plastic material is correct, and whether in accordance with the provisions of baking, (test mode and production of different raw materials if it might yield different results).
2. Feed tube to ensure thorough cleaning to prevent bad solution, or miscellaneous material rubber injection mold, plastic materials, and hybrid solution because of inferior materials may be mold stuck. Test tube temperature and a mold temperature of raw materials for processing.
3. To adjust pressure and injection volume in order to produce a satisfactory finished appearance, but can not run flash in particular, there are some not yet fully solidified cavities when finished, before the adjustment of various controlled conditions should think about, because the filling rate slightly changes may lead to changes in the very large filling.
4. To be patient until the conditions of machines and molds stabilize, that is, medium-sized machines may have to wait more than 30 minutes. Can use this time to see the finished product problems that might arise.
5. Screw forward time can not be shorter than the plastic gate solidification time, otherwise the product will reduce the loss of weight and performance of finished products. And when the mold is heated screw forward time for compaction should also be extended discretion of finished products.
6. Reasonable adjustments to reduce the overall processing-cycle.
7. Redeployment of the conditions of the new operation at least 30 minutes, stabilize, and then continuous production of at least a dozen products all look in their bowl marked date, number, and press cavity were placed in order to test the stability of the exact operation and export the reasonable control of tolerance. (Particularly valuable for multi-point die).
8. Will continuously measure and record the significant sample size (such samples should be cooled to room temperature and then volume).
9. The amount of each product may look like the size to make a comparison, should be noted:
* the stability of size.
* Whether there is certain size has increased or decreased while still showing a change in processing conditions, such as poor temperature control or hydraulic control.
* whether movements in size within the tolerance range.
10. If not quite the finished size of changes in processing conditions are normal, you need to see if each cavity of the finished product its quality can be accepted, its size can be within the tolerance allowed. To measure out more or less continuous average cavity number down to check whether the correct size of the mold.
Record and analyze data in order to modify the tooling and production as conditions require, and for future reference for mass production
* To make a longer processing time of operation to stabilize the melt temperature and hydraulic oil temperature.
* By all the finished size is too large or too small to adjust the machine conditions if the shrinkage appears to shoot too much and finished less than expected, also available for reference in order to increase the gate size.
* The cavity size is too large or too small to be amended, if the cavity size and the door is still correct, then the candidate to change the machine conditions, such as filling rate, mold temperature, and pressure, ministries, and view some of the mold Point is filling slowly.
* In accordance with the finished product of the cavity mold core shift with circumstances or be modified individually, perhaps try transfer mold filling rate and temperature, in order to improve its uniformity
* Check and modify the injection machine malfunction, such as pumps, oil valves, temperature controllers, etc. will lead to adverse changes in processing conditions, even more perfection in the maintenance of the mold can not be bad to play a highly efficient machine. In reviewing the records of all values, the retention of a sample compared to proofreading the sample after it has been amended to improve.
Fourth, important issues
Keep all samples in the tryout process inspection records, including the processing cycle, all kinds of pressure, melt and mold temperature, tube temperature, injection movement time, screw feeding time, etc., in short, should help to save all future was able to successfully create the same conditions of data processing in order to obtain the products meet quality standards.
The plant is often overlooked when testing mold temperature, and in the short-term production test mode and in the future when the mold temperature is the most difficult to master, rather than the correct sample of the mold temperature can affect the size, brightness, shrinkage, flow lines, and less material phenomena If no mold temperature controller to hold in the future when production problems occur.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Mesh Rebar Wheel Spacer Injection Mold Suppliers