USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Shaping Mode: Injection Mould
Application: Industrial usage
Installation: Semi Fixed
Process Combination Type: Single-Process Mode
Gate: Pin Point Gate
Cavity: 1
Material: ABS
Mould Steel: H13
Surface treatment: Polishing
The main design process of industrial safety helmet mould
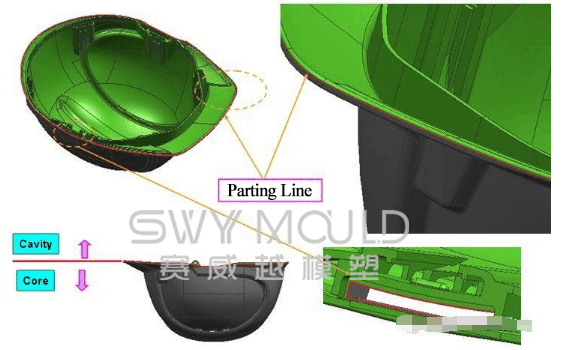
1. Parting line
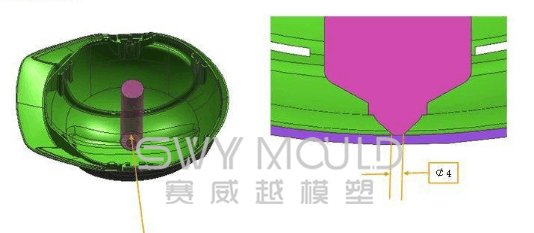
2. Gate system
3. Slider part
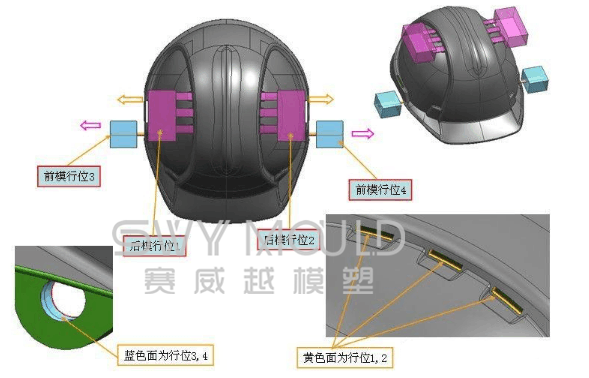
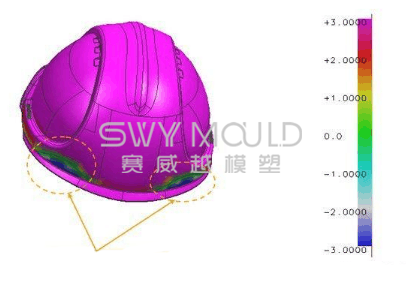
4. Moldflow analysis
Plastic safety helmet testing
At present, the detection of helmets is basically based on professional testing equipment. Main testing items of helmets in different countries are different. Our standards stipulate that performance indicators of helmets mainly include basic indicators and special indicators, as follows:
1. Impact performance. In the helmet impact puncture test, the test result force value can not be greater than 4900N, the shell must not have debris falling off.
2. Puncture resistance. The helmet impact puncture test, test results shall not touch the surface of the head mold, and the shell must not fall off.
3. Strength of chin strap. The helmet is tested with strength and lateral rigidity tester. Test results show that the force of the belt is between 150N and 250N.
4. Lateral rigidity. The test is carried out with helmet under belt strength and lateral rigidity tester. Maximum deformation of test results is not more than 40mm, residual deformation is not more than 15mm, and cap shell must not fall off.
5. Vertical spacing. The test was carried out with helmet under belt strength and lateral rigidity tester. Vertical spacing is not more than 50 mm.
6. Wearing height. The test was carried out with a helmet under belt strength and lateral rigidity tester. Wearing height is between 80-90 mm.
7. Anti-static properties. Tested with helmet anti-static performance tester, surface resistivity should not be greater than 109 Ω.
8. Electrical insulation properties. Tested with helmet electrical insulation performance tester, leakage current does not exceed 1.2mA.
9. Flame retardant properties. Tested with helmet flame retardant tester. Burning time should not exceed 5s, and the cap must not be burnt through. Before impact resistance and puncture performance of helmet are made, there are high temperature, low temperature, water immersion, and ultraviolet lamp pretreatment. Also, there is also corresponding equipment for the pretreatment test.
10. High-temperature pretreatment. Use helmet high-temperature pretreatment box. Test high temperature is 50 ± 2℃, placed for 3 h.
11. Low-temperature pretreatment. Tested with low temperature/constant temperature water soaking pretreatment tank. Low temperature is -10 ± 2℃or -20 ± 2℃ placed for 3 h.
12. Soak pretreatment. Tested with low temperature/constant temperature water soaking pretreatment tank. Low temperature is 20 ± 2℃, placed for 3 h.
13. UV pretreatment. Use helmet UV aging box. Limited UV irradiation method, test time 400h.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Industrial Safety Helmet Mould Suppliers