USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



Customize the injection mold according to the original sample
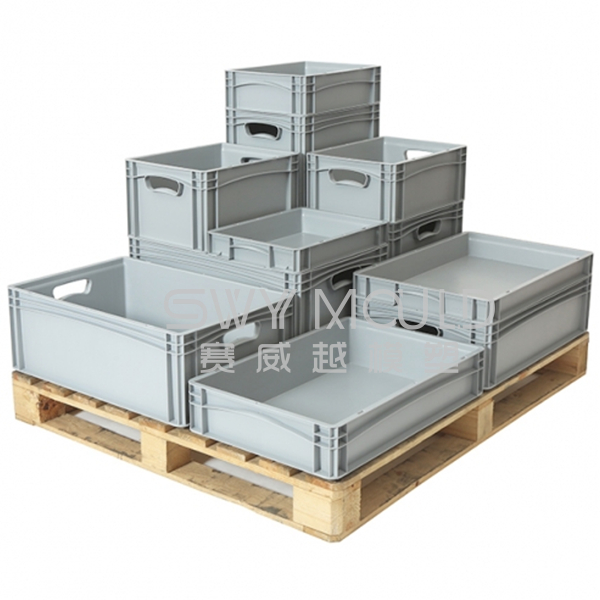
External dimensions: 400 x 300 x 120mm
Internal dimensions: 367 x 268 x 117mm
Part weight: 0.69KG
Part material: Polypropylene (food grade)
Mold steel: H13
Mold base: LKM
Runner system: Yudo hot runner
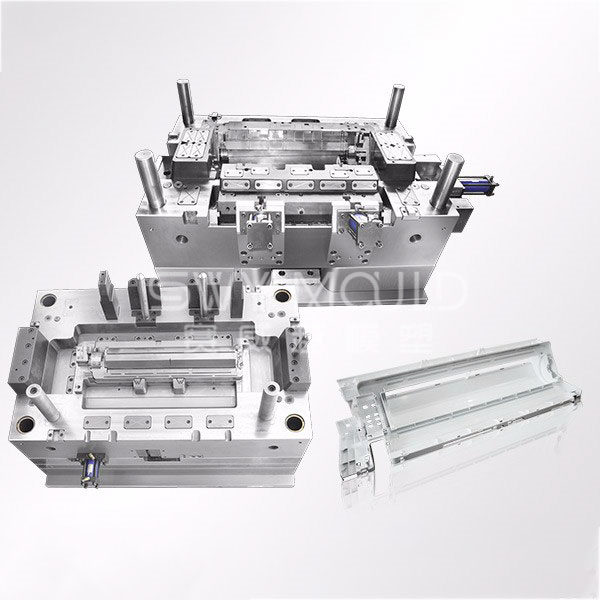
Specialty and uniqueness of plastic euro stacking container mold structure design
Mold structure adopts four-way mold opening, two-stage top-out structure, strength, and stiffness of large mold for calculation.
Structural requirements for plastic container products. Large-scale plastic container products are used for transportation of canned food, other industrial enterprise products, semi-finished products. That means industrial part mold such as fish crate mold/vegetable crate mold/bread crate mold/beer crate mold/stacking container mold are required. So it requires to be shipped in a large volume but lightweight, so the design weight of the stacking container is 2~2.1kg. A single tote is loaded with 65kg and can stack up to 7 layers. Therefore, bearing strength is above 50MPa. At the same time, it is required that turnover box products fall from a height of 20m without being damaged. Therefore, the structure of the turnover box product is designed to have five sides (four sides and a bottom surface) all having reinforcing ribs.
1. Weight and volume of designed mold plastic parts are required. In order to make mold small in weight and volume, it is only one-third of the volume of mold using an ordinary flow path and mechanical lateral parting structure.
2. Requirements in terms of structure and operation. Plastic container mold structure should be compact, and operation requirements should be high. If it is a lateral split structure, the type of reset time should be flexible.
3. It can reduce the number of raw materials, improve the quality of raw materials, and improve the utilization rate of materials.
4. Processing time requirements. It can reduce the cooling time of plastic containers to shorten the molding cycle.
5. This design approach requires a reduction in the overall cost of mold and production.
Evaluation of the effect of production completion quality inspection. Through more than ten years of injection molding production practice, from 4000g to 10,000g large injection molding machine production, turnover box production has formed serialization and standardization. Through years of production practice, the above-mentioned design concept of turnover box mold has been widely accepted by several plastic injection mold maker and have produced good economic efficiency also.
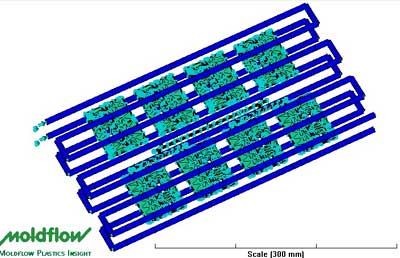
When designing plastic euro stacking container molds, flow analysis software can be used for calculation and analysis to improve the success probability of mold design and quality of plastic molds. If hot runner technology is adopted, mold plastic part structure can be optimized, the molding cycle can be shortened, and advanced mechanical ejection mode can be adopted in design and processing, which can improve the reliability of mold plastic part movement.

Benefits of Mold-flow analysis
Today, mold flow analysis (MFA) software can simulate the flow of plastic through your proposed mold, allowing for enhancements to the mold design and producing high-quality parts—all before any machining is done on the tool! The MFA allows designers a look into the future, showing them how the plastic will fill the mold’s cavities and pointing out potential problems.
Here are some of the benefits you can expect from their software:
1. Optimized gate locations: In the past, gates (those areas that control plastic flow to the cavities) were made smaller initially and then re-machined after sampling the part—a costly and time-consuming step.
2. Mold cavities that are filled uniformly and consistently
3. Ability to find visual defects: Air traps and sink marks are discovered and eliminated upfront.
4. Wall thickness issues are resolved
5. Weaknesses in design can be corrected
6. Various materials can be evaluated before production
7. Improvements to the manufacturability of the part can be made
8. The time it takes to get your parts to market is reduced
What will analysis in Mold-flow analysis?
1. Fill analysis
Fill analysis is the first step of simulating plastic injection molding. In the fill analysis we will determine:
* Balanced fill
* Gate location
* Number of gates required
* Gate/runner sizes
* Location of weld lines
* Shear rate / Shear stress
* Valve gate timing (if required)
* Fill pressure
* Melt front temperature
* Processing conditions
2. Pack analysis
Pack analysis is the second step of simulating plastic injection molding. In the pack analysis we will determine:
* Clamp tonnage
* Packing profile
* Density
* Volumetric shrinkage
3. Cool analysis
The cooling analysis is the third step of simulating plastic injection molding. In the cooling analysis we will determine:
* Cooling time
* Coolant temperature
* Verify cooling lines achieve acceptable part cooling
* Cycle time
4. Warp analysis
Warp analysis is the fourth and final step of simulating plastic injection molding. In the warp analysis we will determine:
* The amount of displacement in the X, Y, and Z directions
* Part shrinkage
5. Reports
Once a job is complete we will provide:
* A PowerPoint report showing Fill, Pack, Cool, and Warp
* Fill animation
* Warp animation and warp stl
* Viewer file (if required)
* Operator process sheet
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Euro Stacking Container Injection Molding Suppliers