USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

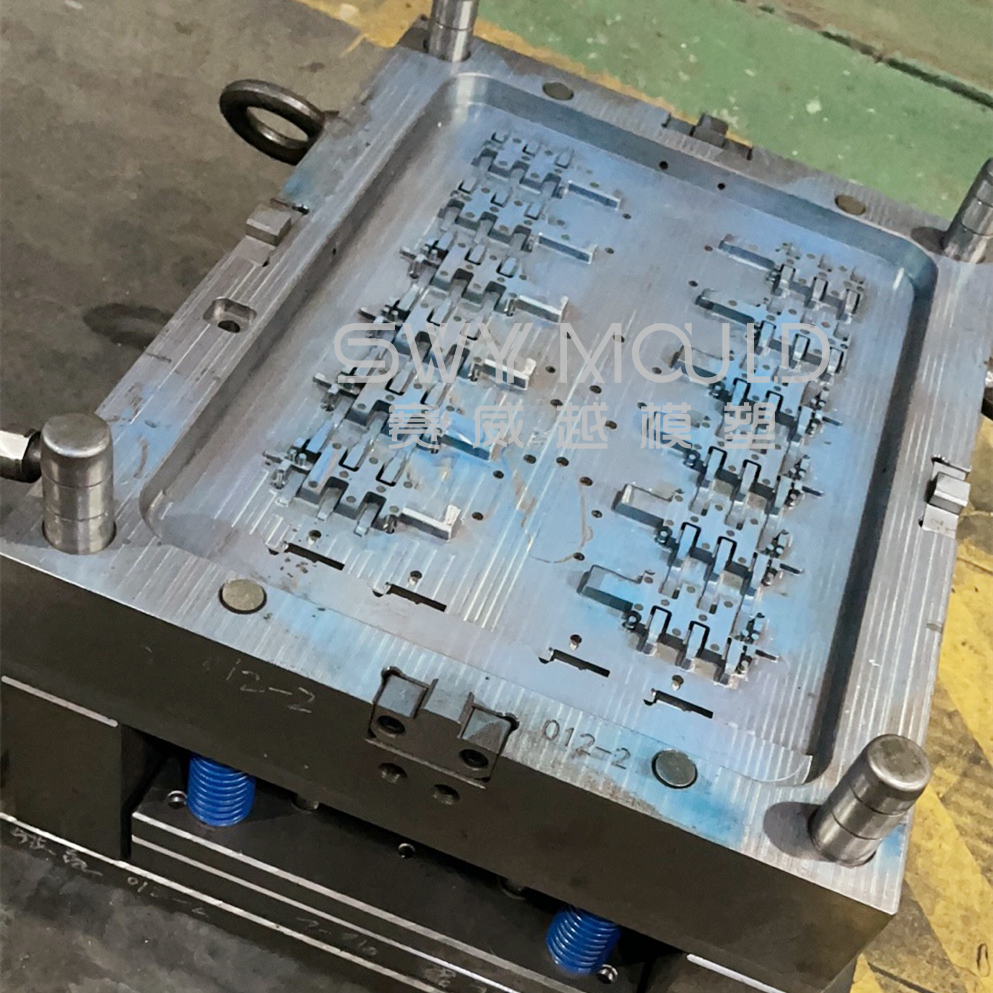
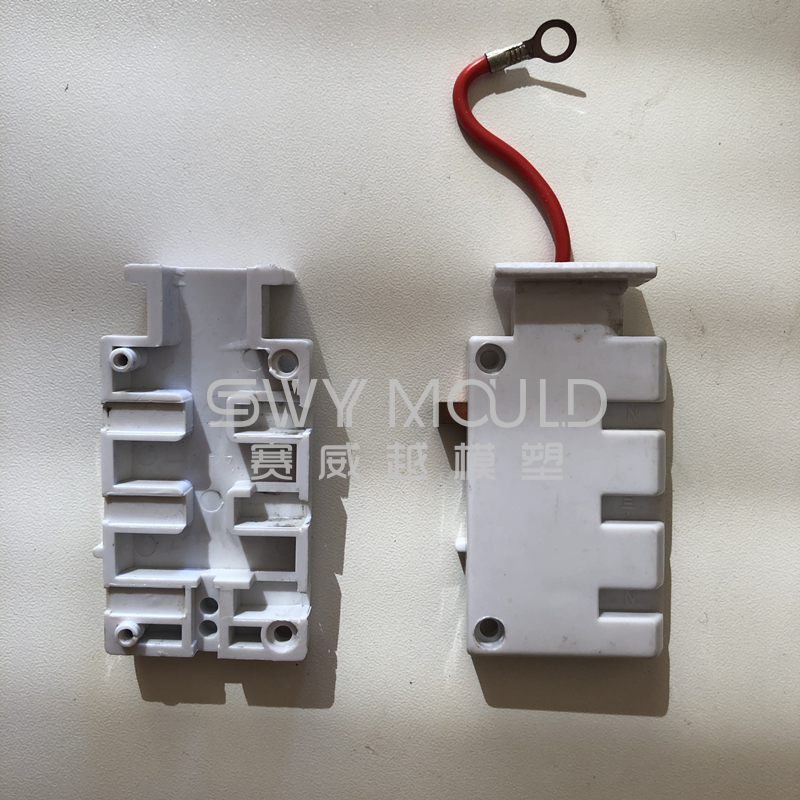
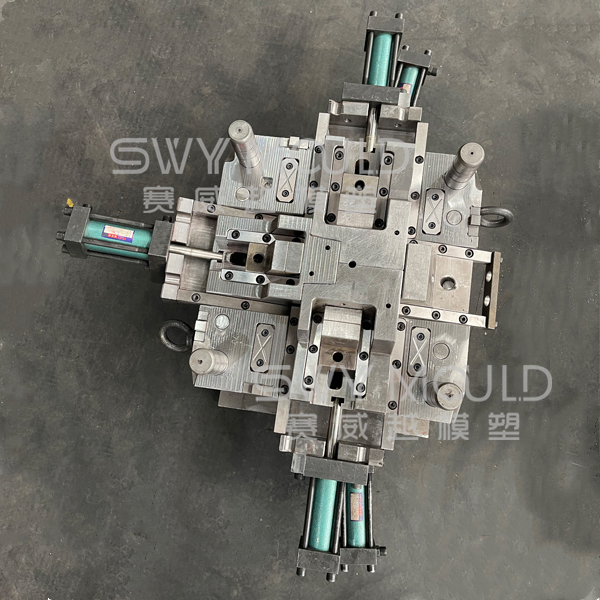
There is a total of four samples made into one mold.
Mass production and maintenance by SWY MOULD.
Plastic resin: PVC
Mold steel: 718H
Mold base: P20
Mold cavity: 4+4+6+2
Lead time: 45 days
PVC raw material is corrosive and easily damages the injection molding machine barrels, so it needs specific barrels for PVC mold production.
Preventive maintenance of injection molding machine
1. Hydraulic
* Hydraulic oil quantity
Insufficient oil will cause the oil temperature to rise and the air to dissolve into the oil, which will affect the oil quality and the normal operation of the hydraulic system. The shortage of oil is usually caused by oil leakage or loss during repair. Therefore, it is necessary to pay attention to check whether there is leakage, replace the worn sealing parts as soon as possible, tighten the loose joints, etc. after maintenance, check the oil volume of the oil tank and replenish it in time.
* Hydraulic oil temperature
The ideal working temperature of the hydraulic system should be between 45 ℃ and 50 ℃. The reason is that the hydraulic system is designed according to the viscosity of a selected pressure oil, but the viscosity will change with the oil temperature, which will affect the working components of the system, such as oil cylinder, hydraulic valve, etc., so as to reduce the control precision and response sensitivity, especially for precision injection molding machines. At the same time, too high a temperature will accelerate the aging of the seal and make it hardened and cracked.
If the temperature is too low, the processing energy consumption is large and the running speed is reduced. Therefore, it is necessary to pay close attention to the working temperature of hydraulic oil. The causes of high oil temperature are various, but most of them are due to the failure of the oil circuit or cooling system.
* Hydraulic oil quality
One of the important properties of hydraulic oil is its chemical stability, namely oxidation stability. Oxidation is the most important factor to determine the effective service life of hydraulic oil. Insoluble substances such as wood tar, oil sludge, and carbon residue produced by oxidation will pollute the hydraulic system, increase the wear of hydraulic components, reduce various gaps, plug small holes, and eventually cause the hydraulic system to fail.
The oxidation rate of hydraulic oil depends on its own and working conditions and other factors, among which temperature is one of the main factors. Therefore, it is absolutely necessary to use appropriate hydraulic oil and regularly check the oxidation degree of hydraulic oil (judging from the color of the oil itself). It is absolutely necessary to replace the oil
* Oil filter cleaning
The oil filter plays the role of cleaning hydraulic oil, so the oil filter should be cleaned every three months to keep the oil suction pipe unblocked, and check whether the oil filter net is damaged.
* Cooler cleaning
The cooler should be cleaned once a year, or according to whether its working capacity is reduced or not. The cooling efficiency will be affected by the blockage or fouling inside the cooler. The soft cooling water should be selected.

2. Electrical
* Wire joint inspection
If the connector is not tight, the wire will be damaged by high temperature or spark, and the signal transmission will be affected by the poor connector. The connector on the contactor is easy to loosen due to the vibration of electromagnetic action, so it is necessary to check the position and tightening of the line connector regularly.
* Motor
Generally, motors are air-cooled, and dust accumulation will cause heat dissipation difficulties. Therefore, regular cleaning is carried out every year. The motor overload cut-off device is usually installed in the circuit. The limited current of the protection device is adjustable. Appropriate selection should be made according to the motor power. At the same time, once the overload protector is started, it is necessary to check whether there is phase shortage, poor contact, or high oil temperature before pressing back Reset the switch.
* Heater and thermocouple
It is not easy to detect the burning of the heater in normal production. Therefore, it is necessary to pay attention to the working condition of the temperature controller to judge whether the heater is normal. In addition, the common damage to the heater is the wire connection. Due to the poor joint and the increase of contact resistance, the local overheating of the connection leads to the oxidation of the interface and damage.
* Electromagnetic contactor: The contactor used in the electric heating part operates frequently, and its loss speed is also fast. If the main contact is overheated and fused, the heating temperature may be out of control. Therefore, if the contact overheats, makes a sound or the fire is very big when breaking, it indicates that it is about to be damaged and should be replaced as soon as possible.
* Computer control part: With the application of microcomputer control technology in the injection molding machine, the normal operation of the microcomputer part and its related auxiliary electronic board put forward higher requirements for the fluctuation of power supply voltage, the temperature and humidity of the working environment, the anti-seismic performance of the installation and the interference of external high-frequency signals. Therefore, the fan for ventilation and heat dissipation in the control box shall be kept in normal operation, and the power supply voltage stabilizing device with high precision shall be used In order to reduce the influence of external vibration on the control box, we should solve these problems and check them regularly.
3. Mechanica
* Template parallelism: The parallelism of the template can best reflect the condition of the mold locking part, and the nonparallelism will make the product unqualified and increase the wear of the equipment and die. The parallelism of the formwork can be preliminarily reflected by the movement of the tail plate and the appearance analysis of the product. Its adjustment must be carried out by familiar personnel step by step, otherwise improper adjustment will cause more damage to the machine.
* Die thickness adjustment: The first mock exam system should be used regularly to adjust the thickness from the thickest to the thinnest to ensure smooth movement. The machine must be inspected for long-term production with the same mold to avoid malfunction.
* Central lubrication system: All mechanical moving parts need proper lubrication, and a central lubrication system is one of the necessary parts of the injection molding machine. The amount of oil in the central lubrication system should be regularly checked to see if it is full. The lubricating oil used must be clean and free of impurities, so as to ensure that there is a lubricating oil supply at all lubricating positions. If the oil pipe is blocked or leaking, it should be replaced or repaired immediately.
* Bearing inspection: Abnormal sound or temperature rise of bearing during operation indicates that the bearing has been worn. Timely inspection or replacement shall be conducted and lubricating grease shall be injected again.
* Injection system: Injection screw, check ring, and barrel constitute the heart part of the injection molding machine, which determines the quality and efficiency of processing and must keep them in good working condition.
Firstly, necessary measures should be taken to prevent the nonplastic debris from mixing into the plastic material flow. Secondly, attention should be paid to checking the correct clearance between the screw and barrel, and between the check ring and the barrel. The normal clearance should be able to seal the plastic backflow and produce the shear action needed for plasticization. When the melting glue moves slowly and the melting material has spots and black spots, the wear of screw, check ring, and barrel should be checked.
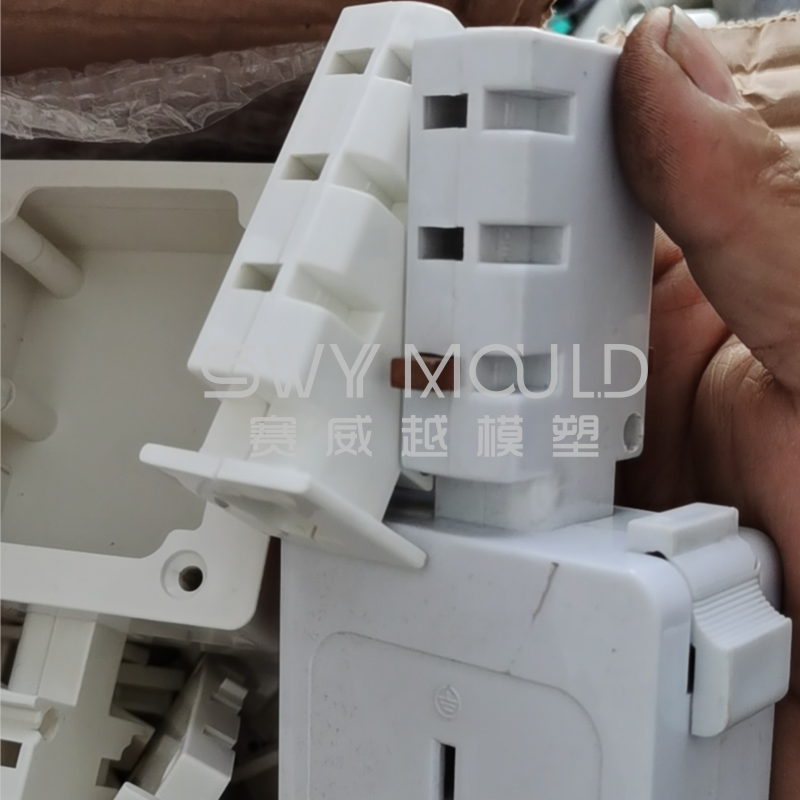
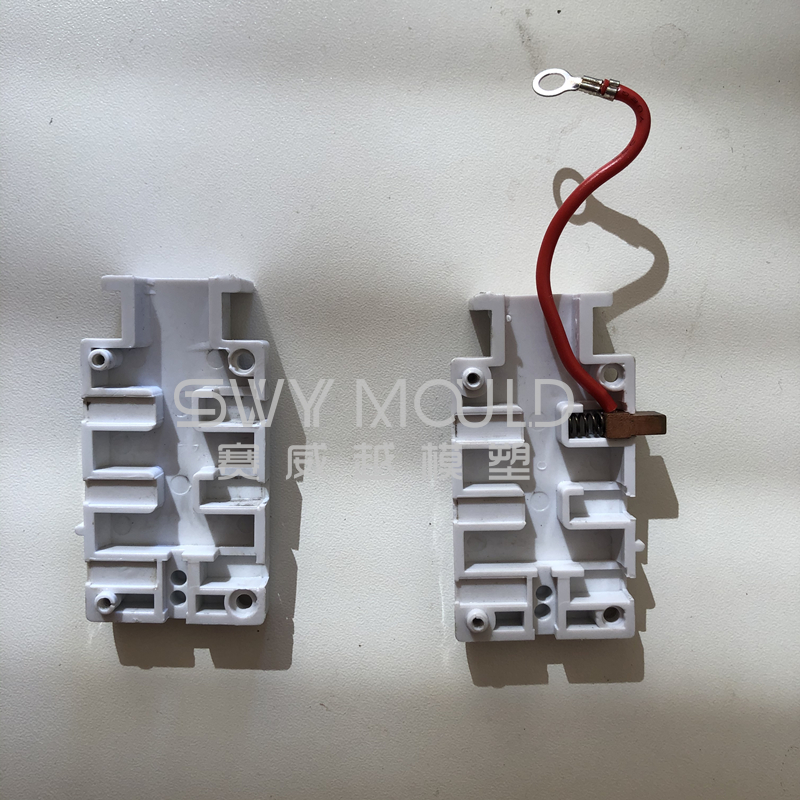
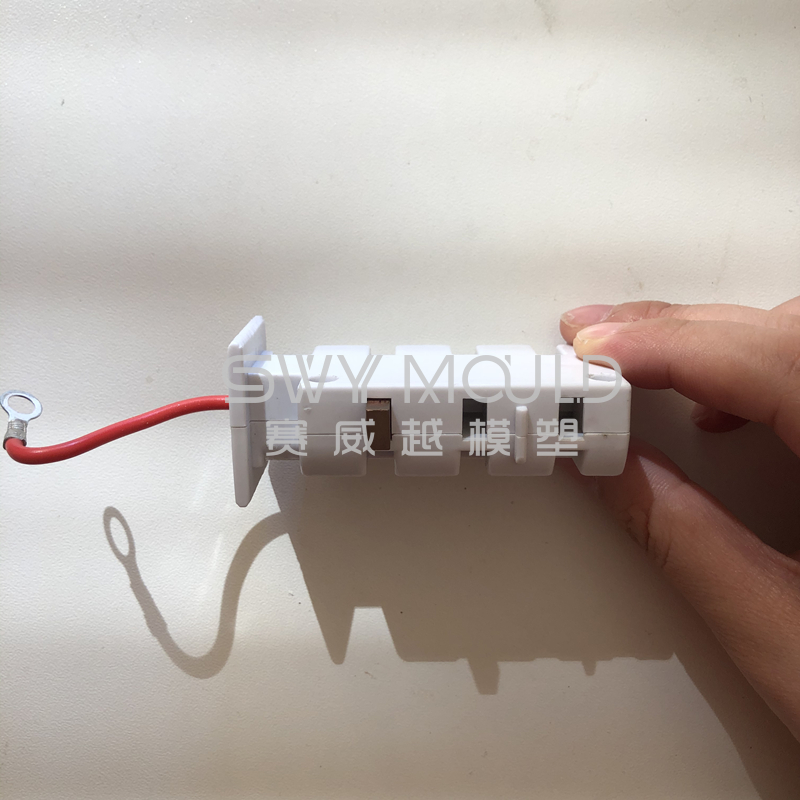
What's the track busway?
Track busway is now the industry-leading electrical power distribution system for the data center/mission-critical, retail, industrial, and higher education markets – or for any facility where flexible power is needed. The electric wire will be stored in the track busway, when you need to use the socket, you only need to move the socket, and won't put much electric wire above the ground. There are steel track busways and plastic track busways, the steel one is more expensive. SWY MOULD can make plastic track busways for you, we will make plastic injection molds, and if you need, we make mass production for you also, as this customer.

Mass production service in SWY MOULD
SWY MOULD is a full-service Plastic Injection Molding manufacturer in custom manufacturing. With our experienced toolmakers and setters, we can achieve optimum product output in a minimum of time. Your product is molded to your specifications and put through our quality inspection department to guarantee accuracy and quality at all times. There are different tonnage injection machines for your products, also SWY provides on-site injection plastic mold repair & maintenance.
Our customers let us customize the mold and then mass production. Every month we will send them a certain quantity of products. We can provide different packaging methods for different needs of control run or mass production according to customer needs.
If you want to sell your own plastic products, but now you have no more money to buy plastic injection molding machines. That's doesn't matter, SWY MOULD would like to help you, we will make plastic molds and mass-producing for you. You only need to sell more products, we will provide you with enough goods.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Garment Factory Busway Plastic Link Part Mold Suppliers