USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
Part size: according to the customer's design, revised by SWY
Part material: PE
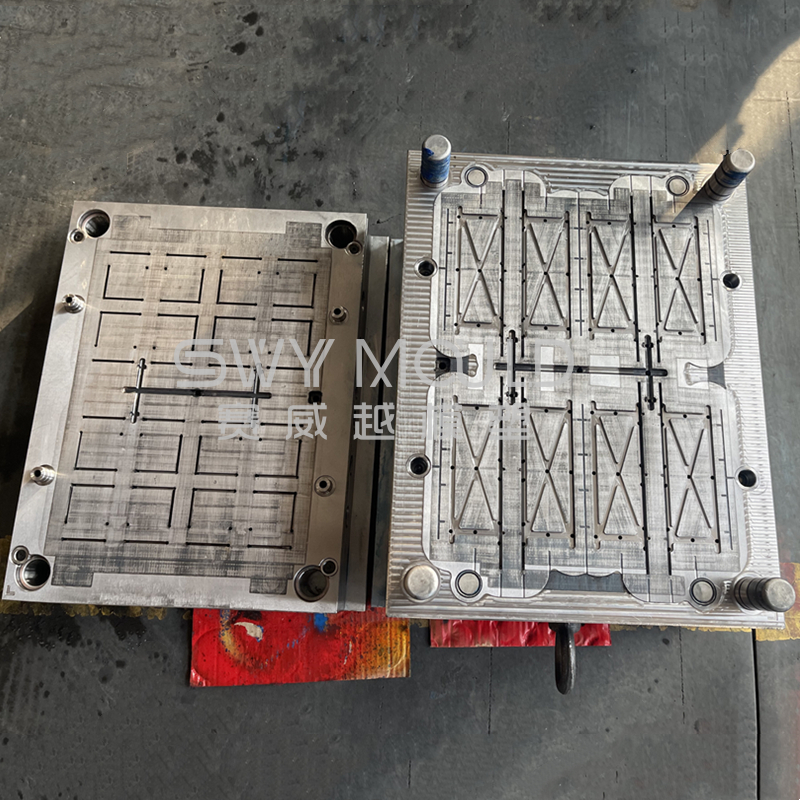
Mold cavity: 8
Mold steel: P20H, HRC45
Runner type: big gate cold runner
Treatment: laser quenching on the parting surface
Sample time: 30 days
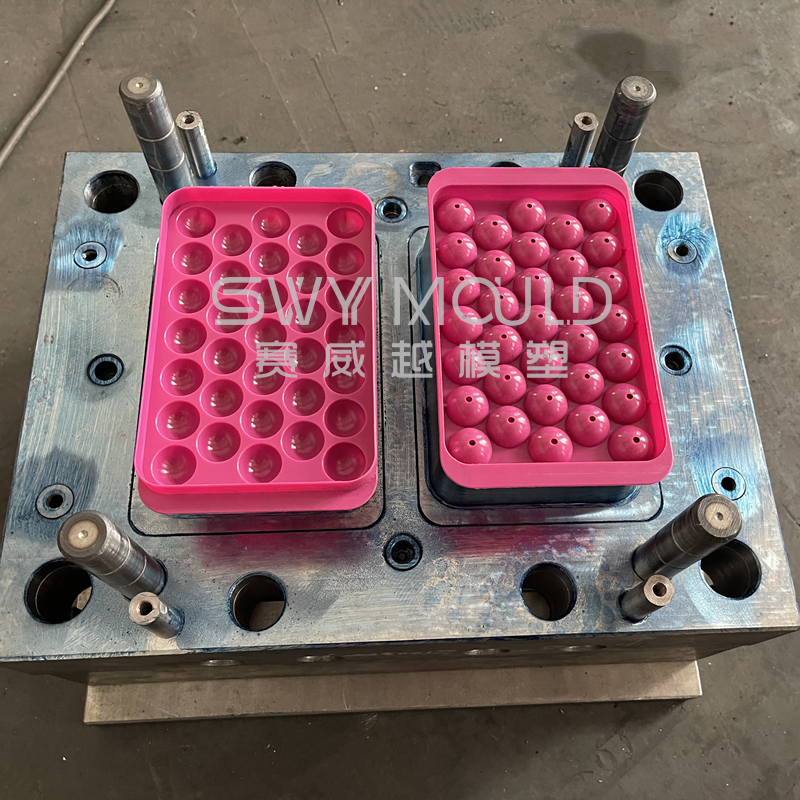
What is the concrete plastic ladder spacer?
The plastic ladder spacers are widely used in the construction of basic concrete. The plastic ladder chair is for concreting support for reinforcing mesh and bar. There are many various sizes of ladder spacer to meet the different demands of the building.
Provide us your sample of plastic ladder spacers, SWY MOULD will customize your own mould for you.
![]()
The application of the prototype in mould making
1. Verify the designing of the outlook of the product
Can make the designer’s idea into the physical sample through the certain material, color, and surface. It will provide a more direct sight-seeing of the new product. And it will be easier for further discussion of the injection mould design, evaluation, and revision.
2. Verify the structure of the design
The prototype can verify if the structure is applied as the designer's initial design idea. And it can be assembled to check the reasonability of the structure and if it is easy to operate & etc.
3. Lower the risk of the development
We can find out the irrationally of the designing and revise before the mould starts, so it can save the modification cost and time after plastic injection mould manufacturing.
4. Get a quickly finished sample for promoting
It will take less than a week to manufacture the prototype, so many plastic injection mould companies would like to display their idea to the customer with the prototype to get the actual order. If the product is not available for the market, they can make a quick decision to move on or turn to another project.
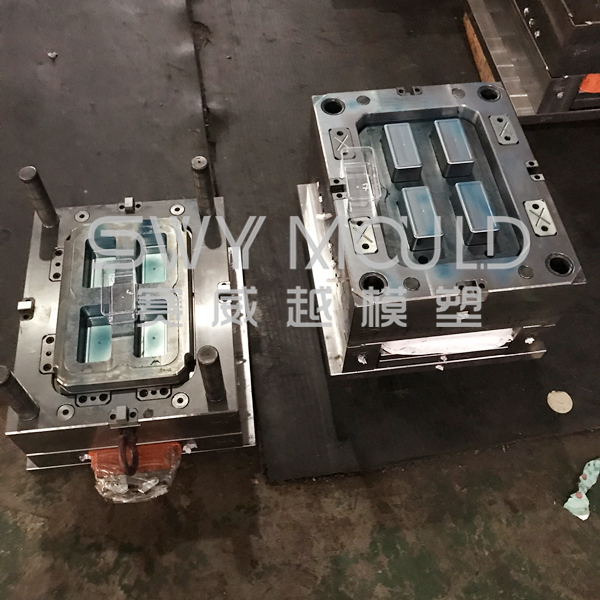
Our customer provides us with his design, we check the feasibility and make a prototype for him to check weight holding capacity. After the samples are confirmed, we begin making plastic ladder spacers mould.
Mould trial before large volume injection molding
Improper injection mould design often results in various defects of finished plastic products. Before modifying the injection mould, first, do a mould trial and evaluate, optimize the injection mould design and injection molding process parameters, usually one can achieve twice the result with half the effort while meeting the high-quality requirements of large volume injection molding.
The defects of most injection molding plastic products are caused during the plasticizing and injection molding stages, but sometimes they are also related to improper injection mold design. Possible factors causing products defects include cavity number, design of cold/hot runner system, gate type, position and size, the structure of the plastic product itself, etc. Therefore, in order to avoid product defects caused by injection mould design, we need to analyze the injection mould design and injection molding process parameters before large volume injection molding to avoid larger economical losses.
After obtaining the results of the injection mold trial, the injection mold engineers usually need to evaluate the specific conditions of the mould to avoid unnecessary cost and time in the process of modifying the mould. In most cases, this assessment also includes the setting of machine process parameters. That is to say, in order to make up for the deficiencies in the injection mould design, the injection mould maker may have made an incorrect setting without knowing it.
In this case, the production process of the equipment is not normal, because the range of parameter settings required to produce a qualified plastic product is very small. Once any slight deviation occurs in the parameter setting, the quality of the final plastic product may exceed the allowable range of error, and the resulting actual injection molding cost is much higher than that of prior mold optimization.
The mould trial is to optimize injection molding process parameters and injection mold design. In this way, even with any changes in materials, machine settings, or the environment, the stable and uninterrupted large volume injection molding environment also can be ensured, not just to get a good sample. This point is very important.
Every mould made by SWY will be tested before shipment. Only ensure every part is okay, we will tell customers can arrange the shipment.
Heat treatment in injection mold manufacturing
In order to make the injection mould precise and high-quality, injection molding manufacturing will heat the injection moulds. It can not only improve the precision of the injection moulds but also improve the quality and precision of the injection molded parts. SWY MOULD share precautions about heat treatment of plastic injection mold with product companies.
1. Forging process
This is an important section in the manufacturing of working parts of plastic injection mould. For injection mould made of high-alloy tool steel, there are generally process requirements for the metallographic structure such as material carbide distribution. In addition, the forging temperature range should be strictly controlled, the correct heating specification should be established, the correct forging force method should be used, and the post-forging slow cooling or timely annealing should be carried out.
2. Pre-heat treatment
According to the difference in the mould material of working parts of injection mould, the different pre-heat treatment processes such as annealing, normalizing or quenching, and tempering should be used. The high-carbon alloy mould steel can eliminate the reticulated secondary cementite or chain carbide after proper pre-heat treatment so that the carbide is spheroidized and refined, and the uniformity of carbide distribution is promoted. This is beneficial to ensure the quality of quenching and tempering and improve the injection mould service life.
3. Quenching and tempering
This is the key link in the heat treatment of injection mould. If the superheat occurs during quenching and heating, it not only will cause greater brittleness of the workpiece but also cause deformation and cracking during cooling, which will seriously affect the mould service life.
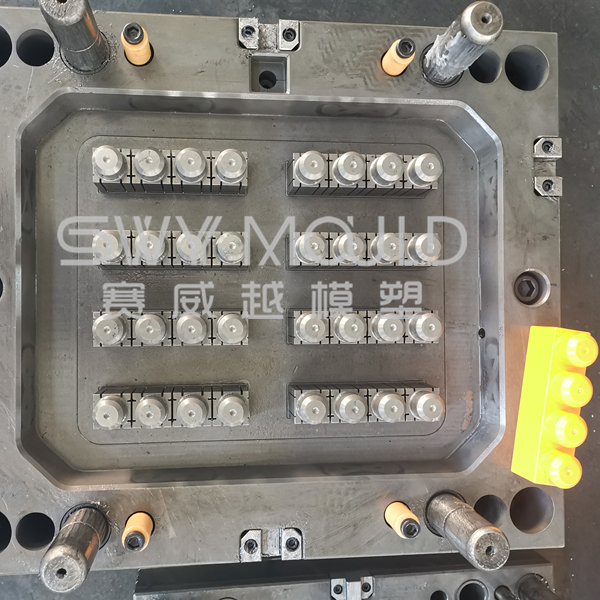
Here is the heat treatment of concrete plastic ladder spacer injection mould:
4. Annealing
The stress relief annealing should be carried out after the processing of plastic injection mould. The purpose is to eliminate the internal stress caused by rough machining, so as to avoid excessive deformation and cracking caused by quenching. For plastic moulds with high precision requirements, it needs to be subjected to stress relief and tempering after grinding or electric machining, which is beneficial to stabilize mould precision and improve mould service life.
Heat treatment of plastic mould is especially important for injection molding companies. However, not every injection molding factory can carry it out in a standard way. We are a plastic injection molding manufacturer located in Huangyan, Taizhou, China, we provide one-stop plastic injection molding services. If your product is in the concept stage, you can contact our SWY MOULD, the engineers of SWY will give you the best solution, recommend the most suitable materials, and help you take the lead in the market.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Concrete Plastic Ladder Spacer Injection Mould Suppliers