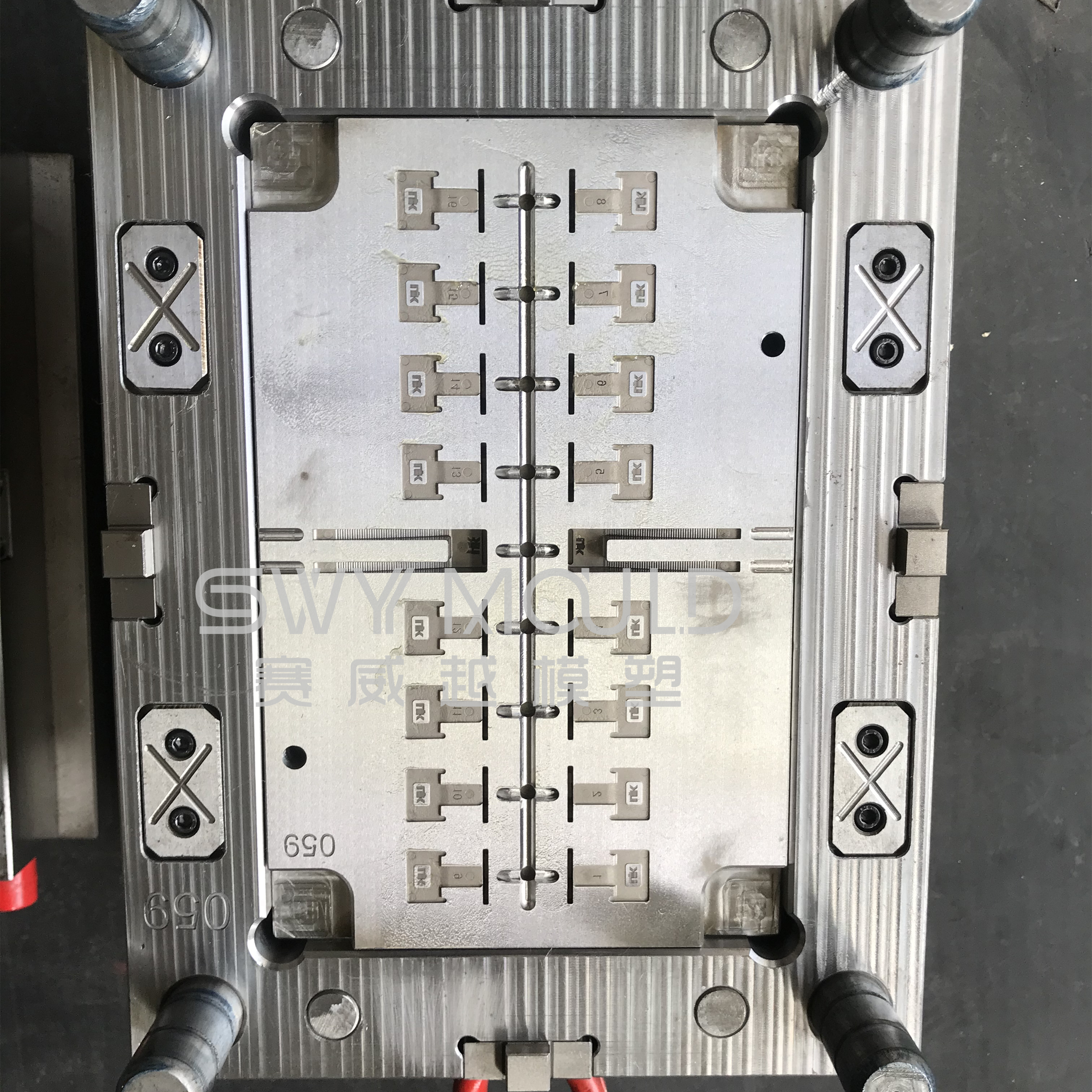
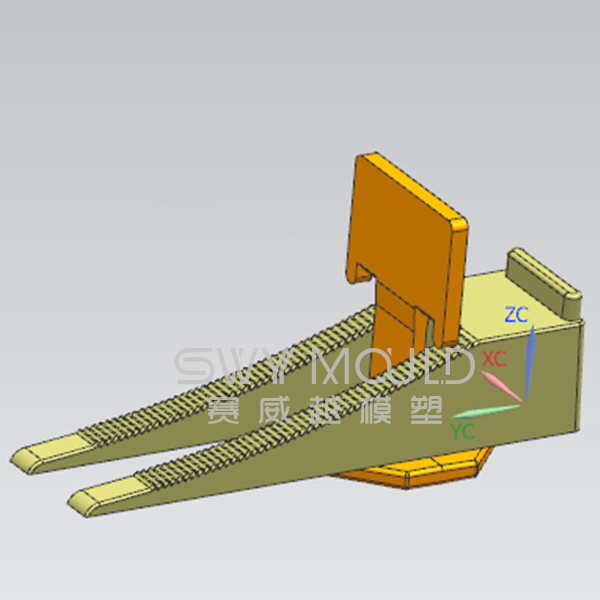
Process of making ceramic tile plastic leveling system injection mould
1. New product review
The first phase is a design of the part you want to make. You’ll need a completed 3D design and an intimate understanding of what you are creating. It’s key that we start with a review of the product’s design to ensure that it is a project which is correctly suited for plastic injection molding. In addition to giving us vital information for quoting purposes, the new product review will also give us an opportunity to provide important feedback to the designer on potential inefficiencies or weaknesses.
2. Quoting
After reviewing the product, we will be able to quote the cost of creating a mould and producing the parts. A quote will be issued for review by the designer.
3. Receipt of purchase order & review
Once we receive a purchase order, there will be a review of the purchase order and contract by both parties before the final agreement is signed. It is very important that the purchase order and contractual agreement are reviewed in detail by both parties.
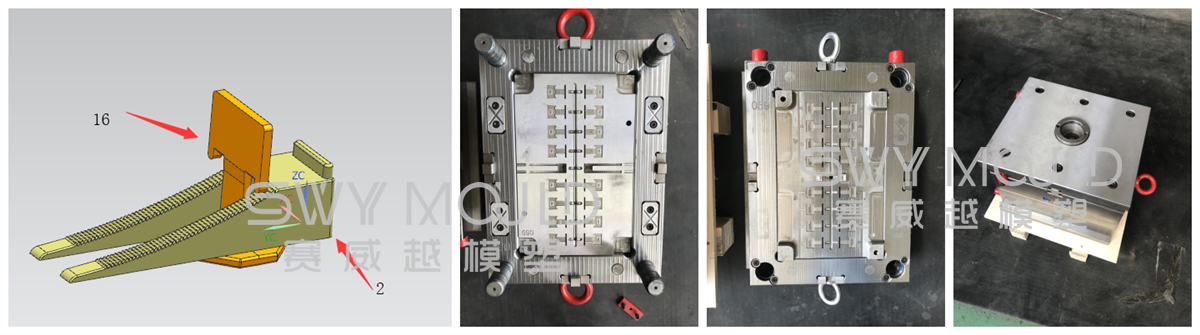
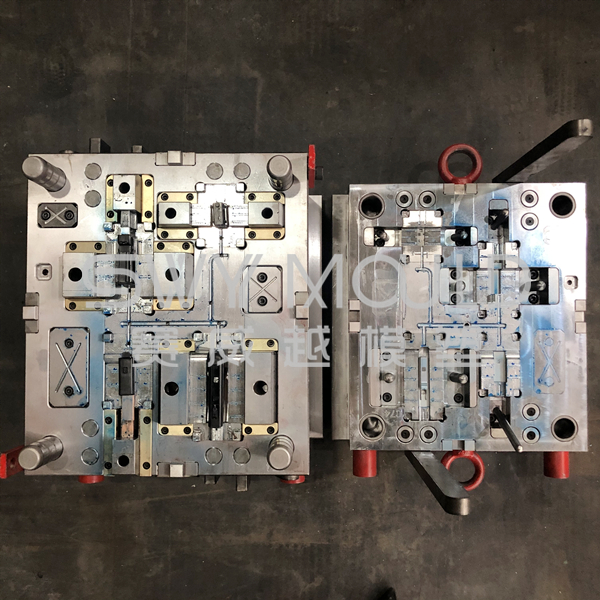
4. Plastic injection mould making
The fourth phase is the design and creation of the mould. Once the mould is built, it must go through a rigorous validation process. Once that is complete, the part must pass an equally strenuous validation process. Finally, we will develop quality procedures to ensure the level of excellence is maintained. Each part will have its own unique quality procedures designed for its specifications.
5. Production or shipment
Finally, production can begin to fulfill the purchase order. From that point on, the mould will be stored and maintained by SWY MOULD.
If you have your own plastic injection molding machine, we will check all details about mould and documents, then package and send you mould.
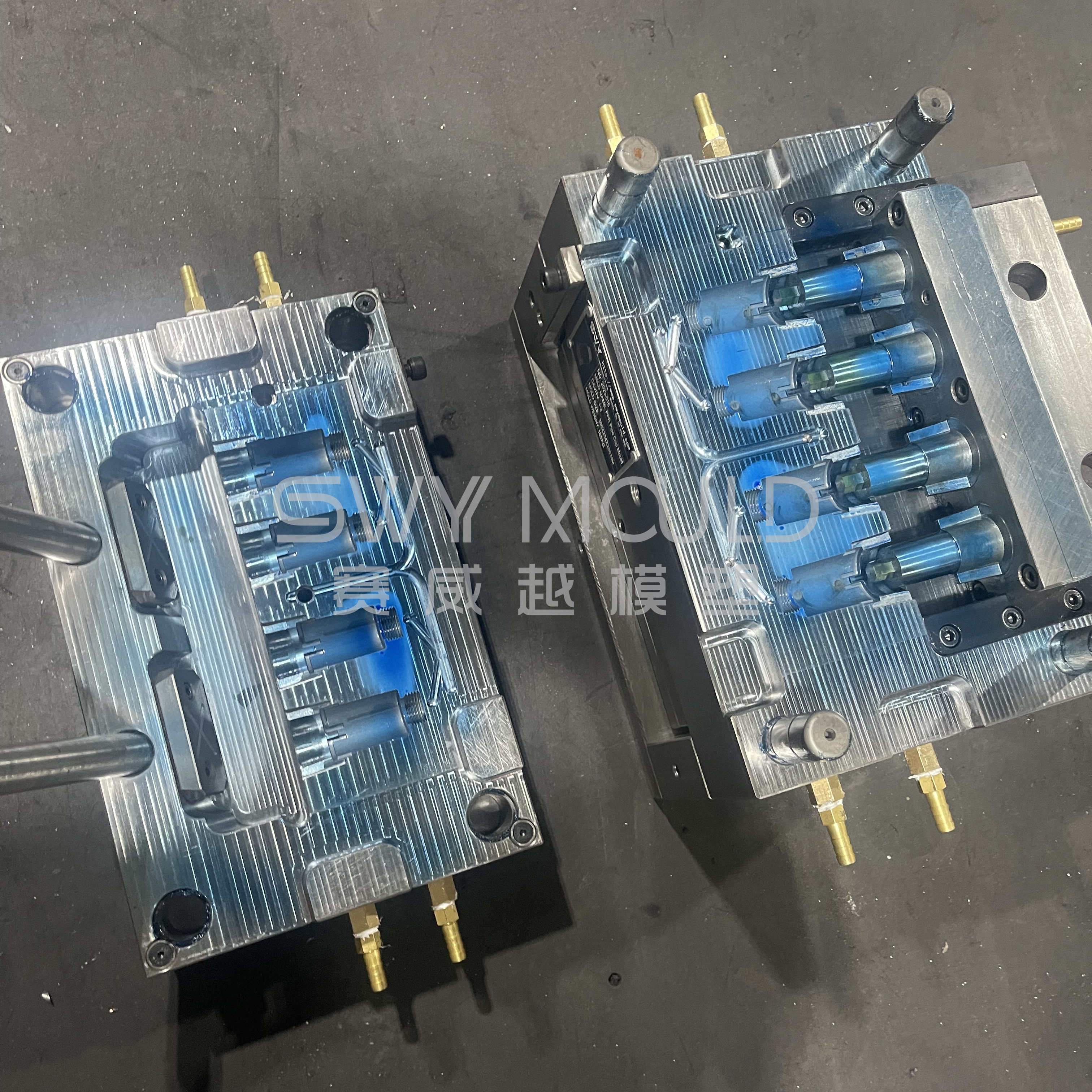
Functions of spring in injection mould
As one of the widely used elastic parts in molds, the springs are mainly used for the purposes of unloading, material pressing, pushing, and ejecting. Based on different loading capacities, springs are marked with five different colors to make it easier to distinguish and select them.
Spring outer diameters: Φ6, Φ8, Φ10, Φ12, Φ14, Φ16, Φ18, Φ20, Φ22, Φ25, Φ30, Φ35, Φ40 and Φ50, etc.
About the design of spring holes
1. The diameter of a spring hole should be 1 – 2mm larger than that of a spring diameter and hide 20 – 30mm deep in the B plate.
2. Usually, a mold needs to be equipped with RP springs, of which the hole diameter should be calculated as: ejection distance * 2 + 10mm, while spring length is the depth of spring hole + 10mm.
3. When automatic production is required for the mold, TR springs are often needed to be mounted under the RP.
Requirements of mould spring installation
1. Spring preload is set between 5 – 10mm in the pre-action status.
2. Spring preload is set to be over 10mm when return is first needed.
3. When a mold is designed with the angle lifter mechanism without kiss-off, it will not be necessary to mount springs under RP to prevent the product from being pulled back by the lifter.
4. The max deflection of spring cannot exceed 40%. Mold springs exported to the US cannot be put on the return pin.
5. The amount of preload is usually 10% of the free length.
6. Usually, when mold ejector return spring is applied, instead of preload ratio, preload amount is adopted (often between 10 to 15mm).
Maintenace of ceramic tile plastic leveling system injection mould
Proper tool maintenance is important to help us supply quality products and reduce downtime from potential mould-related issues. By getting ahead of issues before the mould is scheduled to run, we avoid delays from unscheduled downtime on the press. Our SWY also allows us to set targets during long production runs. By setting these targets, we can know when to pull the mould out for scheduled maintenance before something major happens, like producing parts out of specification, or before the mould breaks to a point of creating costly repairs.
1. Clean and grease
The process of cleaning and greases are our lowest form. This is not done on every mould but is completed on molds that require more frequent attention, due to the complexity of the material used to produce a part. Some resins create more gases and build-up, requiring the mould to be cleaned more often. We clean the mould parting line and apply proper lubrication to moving components. We also check for damage and wear that would affect the mould's operation and the part's integrity. This simple maintenance can be done while the mould is in the press. General frequency is anywhere from 5,000 cycles to 50,000 cycles.
2. General maintenance
Depending on the complexity of the mould, larger-scale general maintenance is usually done according to cycle count, or the number of times the mould has been run. Basic open-and-shut moulds without complex action receive general maintenance between 250,000 and 500,000 cycles. A mould with many moving parts requires a closer look, so we do general maintenance every 100,000 cycles.
We inspect the last shot of parts from the mould for damage or defects. If all is well, we go ahead and disassemble the mold completely. The mould plates are cleaned and inspected for signs of wear, vent depths are checked, and O-rings are replaced. Any part of the mould that is defective or damaged is repaired. If the mould is equipped with a hot runner, we check it for signs of leakage and inspect the condition of the components. Then, we reassemble the mould, run a thorough systems check, and ready it for production or storage.
3. Major maintenance
Every mould undergoes major preventative maintenance, between 500,000 and 1 million cycles. This process includes all of the steps done in general maintenance and takes a much more in-depth look. We measure the mould's alignment features, compare them to their baseline "new" condition, and replace them as necessary. All other components are measured to the original print dimensions and put back to new condition. We clean every water passage in the mould by removing all pipe plugs, baffles, and water fittings. If the mould cavity finish is degraded at all, we refurbish it. When all's said and done, we rebuild the mould in better-than-new conditions and put it back to work!
If you have additional questions about your mould care and maintenance, or any of the other services about plastic injection mould, please contact us through our website www.swymould.com or at +86 157 5766 8880.