USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
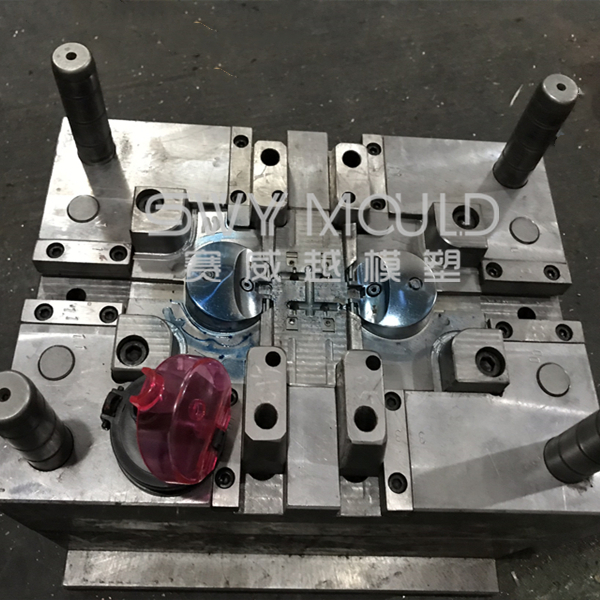

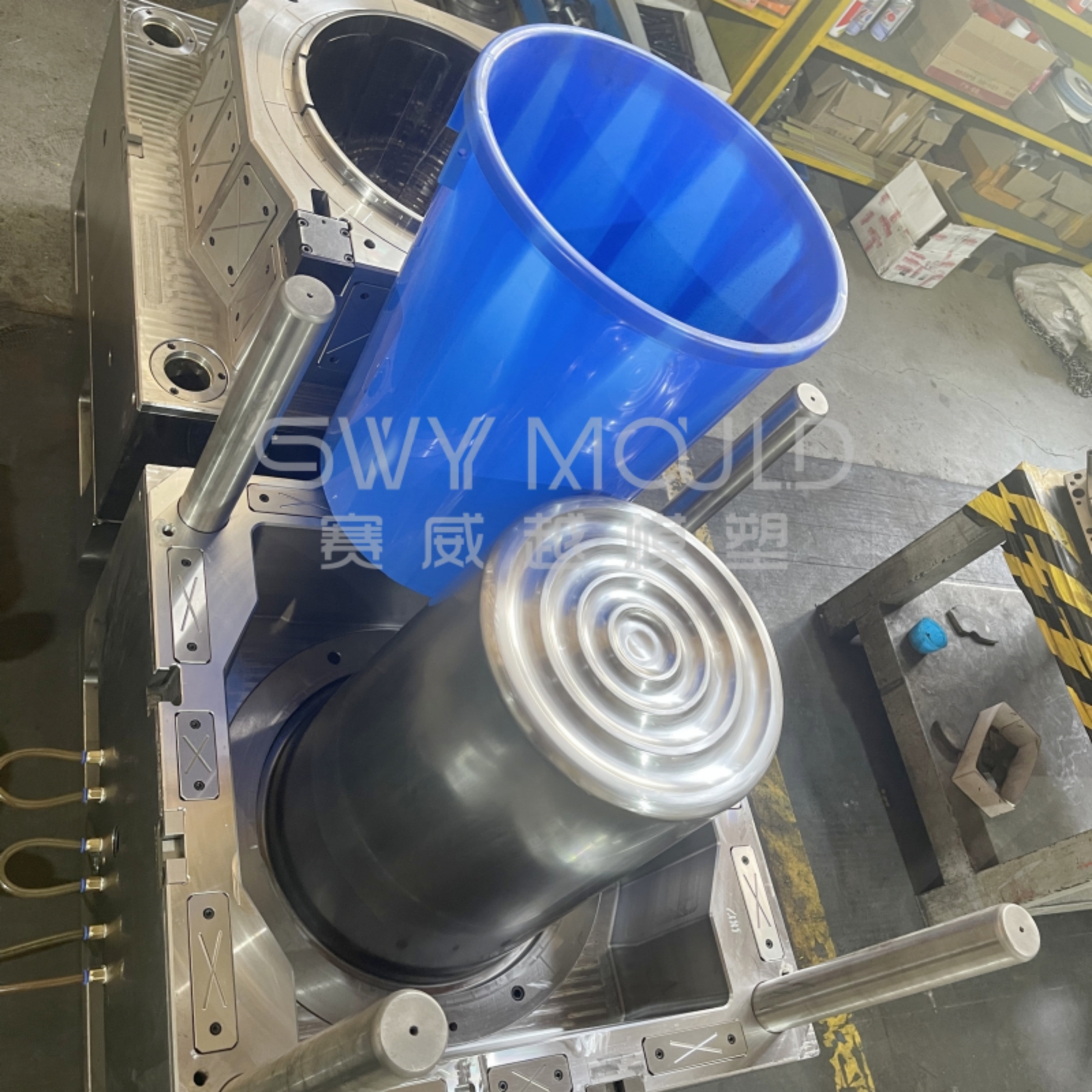
Mould cavity: double
Steel for cavity & core: 718
Mold base: C50
Plastic material: PS
Runner: hot runner
Lead time: 50 days
Mold shot life: 3 million shots
Injection molding machine: 280T
Transparent plastic injection molding has high light transmittance, so it pays a high requirement to plastic product quality, any hole, marking, whitening is not allowed. Therefore, raw material preparation, equipment and tooling requirements, injection molding processes, and products of the material handling all should be carried out strictly.
Plastic raw material
Any impurity in plastic will affect the transparency of the plastic products. so during storage, transportation, and feeding, the material must be sealed, keeping the material clean. In particular, raw materials containing water, heating will cause deterioration of raw materials, so they must be dried, we can use drying copper during the injection. Another point is, during the drying, the air we use should be filtered, to avoid polluting raw material.
Transparent plastic of the drying process:
Materials/Process drying temperature (℃) Drying time (h) material thickness (mm) Remarks
PMMA 70~80 2~4 30~40
PC 120~130 >6 <30 dried by hot wind
PET 140~180 3~4 dry feeding equipment is optimal
The cleaning of barrel, screw, and spare parts
Before or after using a machine, we should clean every part with PE, PS, and other washing agents to make it clean. When the temporary shutdown, to prevent the material at high temperatures to stay a long time, causing solution drop, and barrel dryer should lower the temperature, such as PC, PMMA, PS other barrel temperature should be reduced to below 160 ℃.
Issues should be noted in the mold design (including product design)
Uneven cooling will cause bad plastic molding and produce surface defects and deterioration, so when design mould, we should note the following points:
1. Wall thickness should be uniform, the stripping gradient should be large enough.
2. Gate system. The runner should be wide enough, chunky enough, and gate location should be set according to the contraction process, if necessary, add cold slug well.
3. Part of the transition should be a gradual, smooth transition, to prevent any sharp corners.PC products, in particular, must not have gaps.
4. Mould surface should be smooth, the roughness is low (preferably less than 0.8);
5. Air vent. A sufficient tank will ensure to discharge the gas in melt and air.
6. In addition to PET, wall thickness should not be too thin, generally not less than 1 mm.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Sports Bottle Plastic Lid Moulding Suppliers