USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.





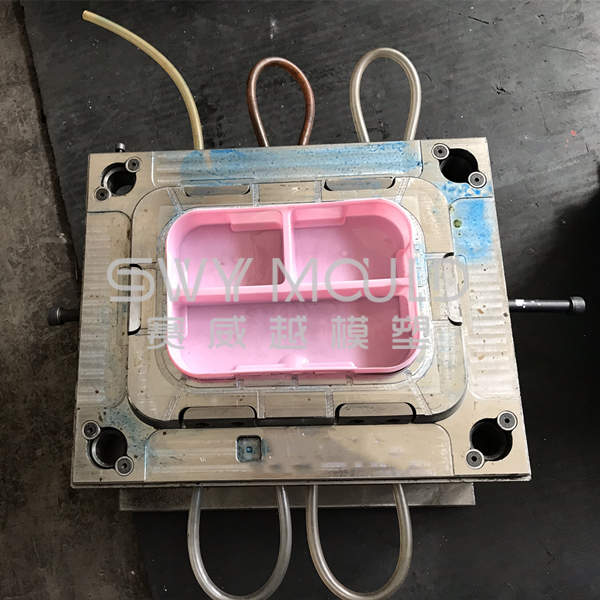
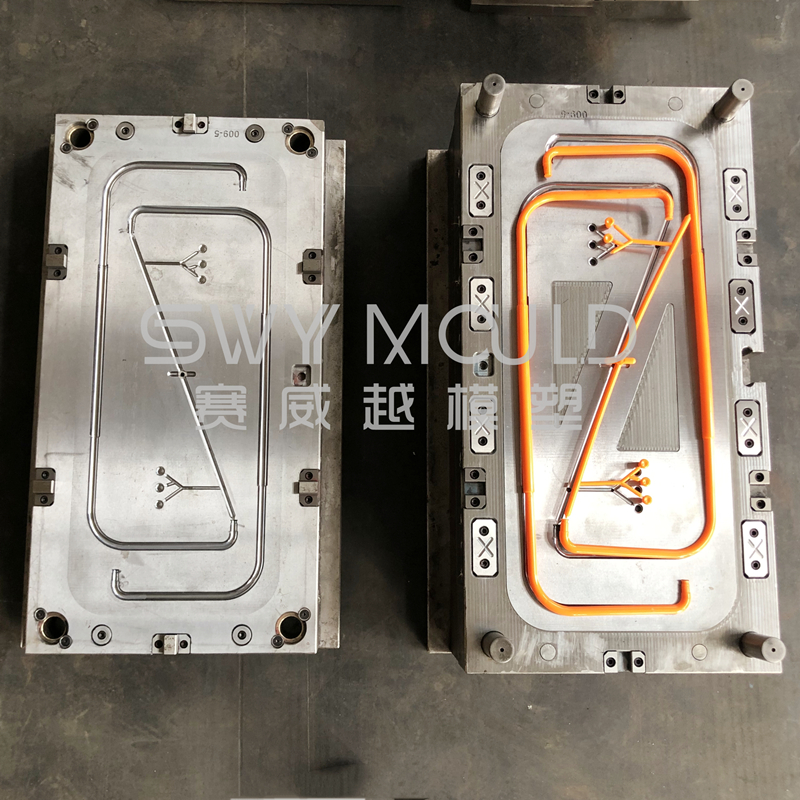
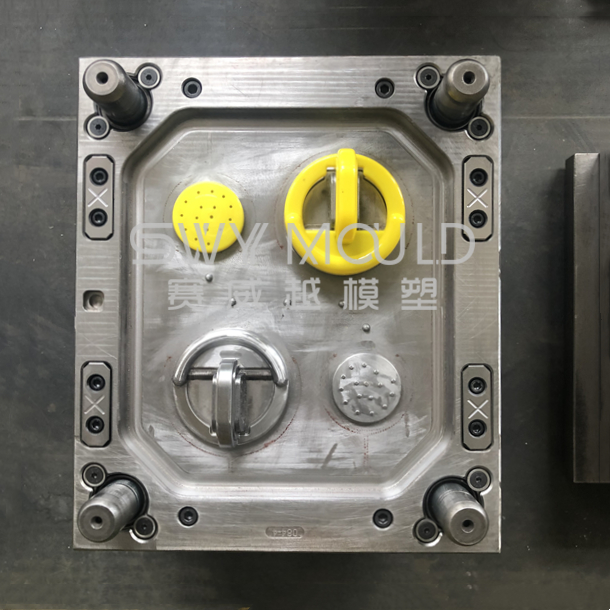
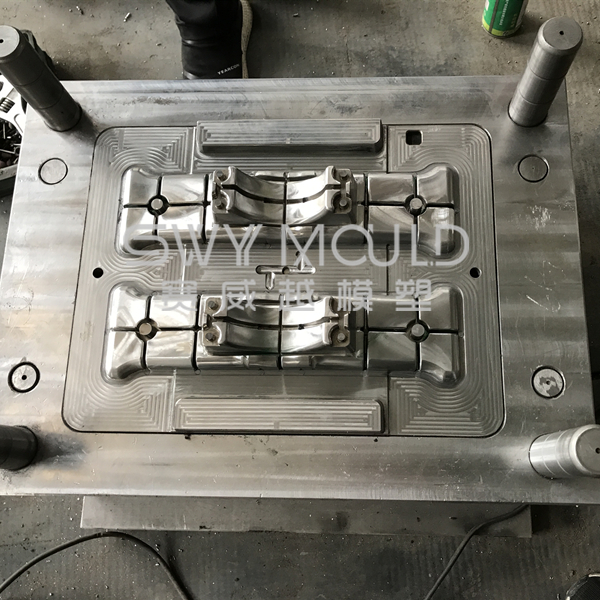
This set bowl consists of three moulds. One is the bowl body mould, one is the cover mould, and the last one is the spoon mould.
Features: the spoon can inset into the bowl handle part, which for easy taking
Raw material: PP, food-grade
Mould cavity: according to the size and your machine tonnage
Mould steel: S136
Mould base: LKM
T1 days: 50 days
Examples of common problems in injection moulding
In the process of product injection molding production, many problems will occur. Based on 20 years of production experience, SWY Mould summarizes some problems and solutions. I hope it will be helpful to everyone.
1. Why at the beginning of injection production, the product has burrs, and the edge of the product is incomplete after a period of injection production?
Reason: When the injection molding machine is just started, the injection molding machine melts adhesive in the tube because the heating time is long, the melt adhesive viscosity is low, the flow is good, resulting in the product easy to run the edge. After production for a period of time, due to melting away the heat, resulting in the shortage of melt, viscosity, fluidity, make the product short shot.
Solution: After a period of production, gradually increase the temperature of the barrel to solve.
2. Why is the product an incompletely filled part of the production process, sometimes increasing the injection pressure and speed is not effective?
Reason: It is because the melt glue continuously takes away heat during production, resulting in insufficient melt glue, high viscosity, poor fluidity, and incompletely filled parts.
Solution: Increase the barrel temperature to solve.
3. Why does the product become oval during injection?
Reason: The product becomes oval because of uneven injection, which causes uneven pressure around the product.
Solution: Use a three-point injection to make the product injection uniform.
4. Why the product is easy to crack during injection?
Reason: The product is easy to crack due to the use of too much recycled material and poor-quality plastic materials during injection molding, or the plastic materials stay in the barrel for too long, which causes the plastic materials to gelatinize.
Solution: Increase the proportion of new materials, reduce the number of times the recycled material is used, generally not more than three times, and avoid plastic materials staying in the pipe for a long time.
5. Why is the metal insert in the product easy to crack during injection?
Reason: Metal inserts are placed in the product, As hot melt, adhesive encounters cold inserts during injection molding, internal stress will be formed, which will reduce product strength and easily crack during production.
Solution: Pre-heat treatment of metal inserts.
6. Why glass fiber products are prone to float fiber?
Reason: It is because the temperature of the baking plastic material is low or the temperature of the mold is low, or the injection pressure is insufficient. As a result, the glass fiber cannot be well combined with the plastic in the plastic, resulting in floating fiber.
Solution: Increase the temperature of baking plastic materials, mold temperature, and increase the injection pressure.
7. Why transparent plastic parts have white spots during injection?
Reason: The white spots of transparent products are caused by the cold glue in the products or the dust in the materials.
Solution: Raise the temperature of the nozzle, add the cooling well, and keep the raw materials to prevent dust from entering.
8. Why plastic spherical products crack after silk screen printing?
Reason: Due to the stress on the surface of the product, the cracks are caused after silk screen printing.
Solution: Increase mold temperature, reduce stress; can use annealing method to eliminate stress.
9. Why are the four screw assembly posts of the appliance shell cracked after being screwed in?
Reason: Due to the weld line in the column, the product assembly column is easy to crack.
Solution: Increase the exhaust of the mold, increase the mold temperature properly and speed up the injection speed to reduce the weld line.
10. Why transparent PC produces bubbles during injection?
Reason: Insufficient drying of raw materials, uneven thickness of the product, the poor exhaust of the mold, and easy decomposition of raw materials may cause product bubbles.
Solution: Fully dry the raw materials, increase the mold exhaust, and minimize the uneven thickness of the plastic part.
11. Why does the product burst after being left for a while?
Reason: Due to the residual stress in the product, the product bursts due to the effect of stress after being placed for a period of time.
Solution: In order to eliminate the stress of the product, the temperature of the mold and the injection pressure should be increased, and the stress of the product can be eliminated by annealing.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Mould Of Portable Plastic Bowl With Spoon Suppliers