USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.




Lid material: PP
Mould steel: P20H
Sprue system: hot runner
Gate type: pin-point gate
Ejection method: using robot hand or falling automatically
Injection machine tonnage: 320T
Mould size: 670*620*373mm
Mold weight: 915KG
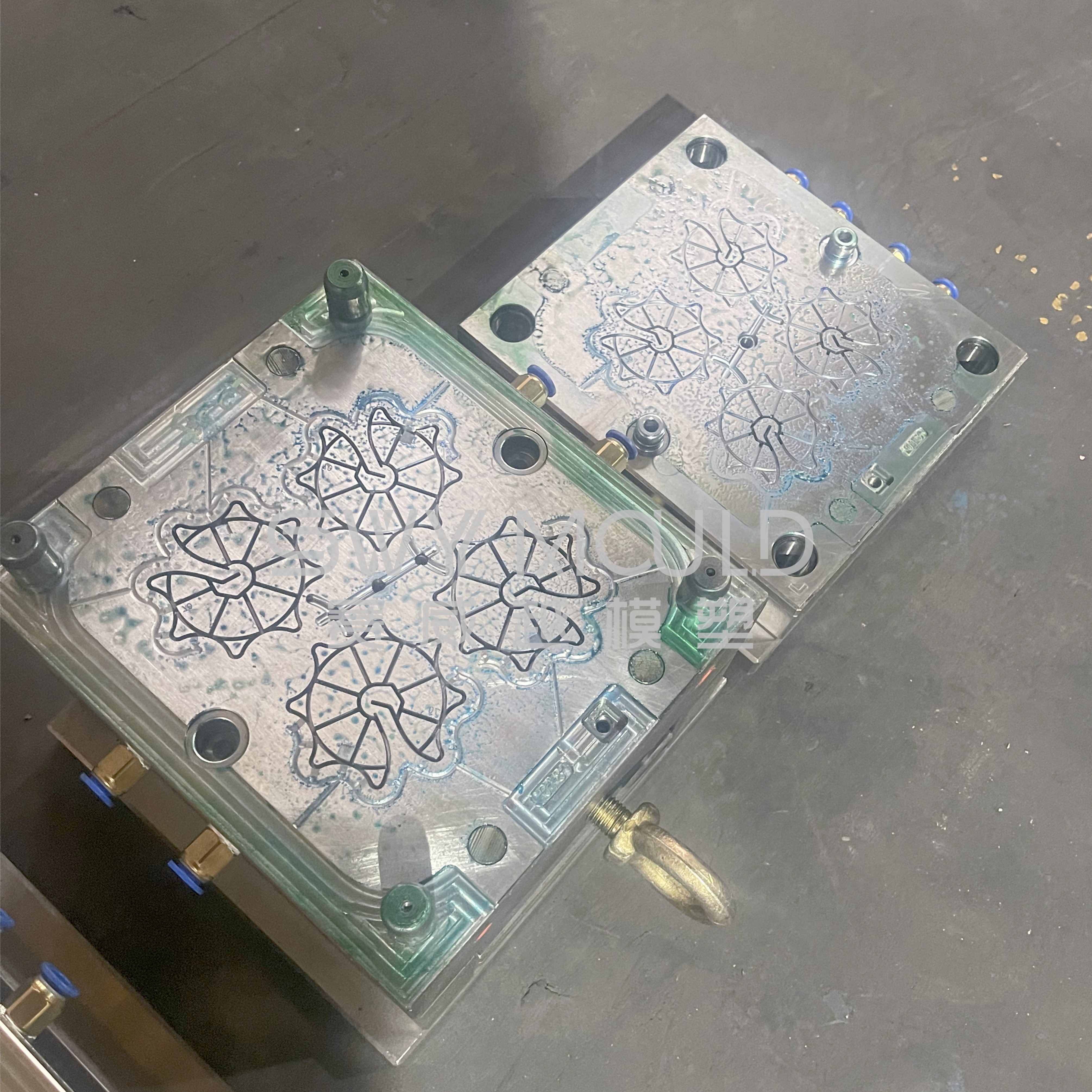
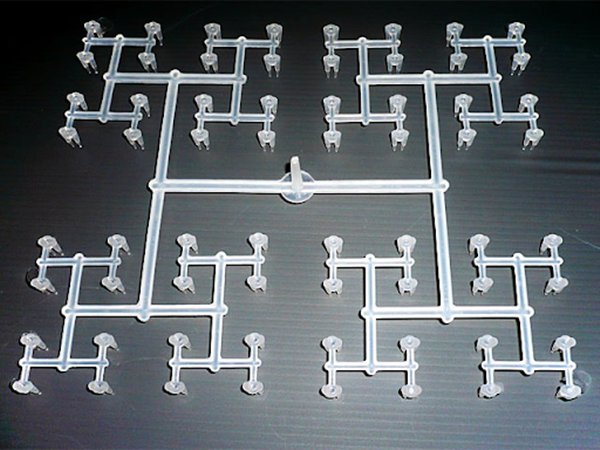
Sprues in plastic injection mould of mesh basket lid
A sprue is a channel through which molten plastic flows into the mold. Specifically, the sprue is the entry point of the molten plastic, the vertical passage in which plastic then flows through into runners and gates. In general, the entire assembly is commonly known as the sprue. The whole system is easily seen when looking at parts of a toy model. The actual pieces are the end product, produced in the mold cavities, and the connecting plastic is what cools inside the sprue and runners. This entire structure can be seen in the plastic assembly below.

1. Sprues and recycling
After the finished pieces are freed from the sprue, you can find yourself with quite a bit of plastic waste. This is often seen as one of the downsides of injection molding in this fashion. This leftover sprue, however, is not without its uses. It can be collected, melted down, and recycled into usable plastic, ready to go through the injection molding process again.
2. Hot runners
One alternative to conventional “cold” sprue and runner systems is hot runners. With hot runners, the general process is the same but in this case, the plastic is kept heated so that it never solidifies within the runners. This allows for much faster production and eliminates the need to collect and recycle the cooled plastic.
3. Hot sprue bushings
Hot sprue bushings are heated bushings that keep plastic molten that would otherwise cool into a hard stem. Unlike hot runners, these bushings do not keep the runners or sub-runners molten. These hot sprue bushings help to reduce waste in this way and also reduce cycle times a bit because the sprue often takes the longest to cool. This process can be seen as an intermediary step between the convenience of cold runners, and the efficiency of hot runners.
4. What sprue is right for you?
As with most decisions, the design of your sprues, runners, and gates should be determined by the product being manufactured. Products being made with ABS, a common injection molding material, will require larger runners than some other materials like nylon. Other factors, such as the size and thickness of the product also have a major impact on the design of your runners. As a result, larger cavities will require larger and more precise gates, the final channel through which plastic flows into the mold.
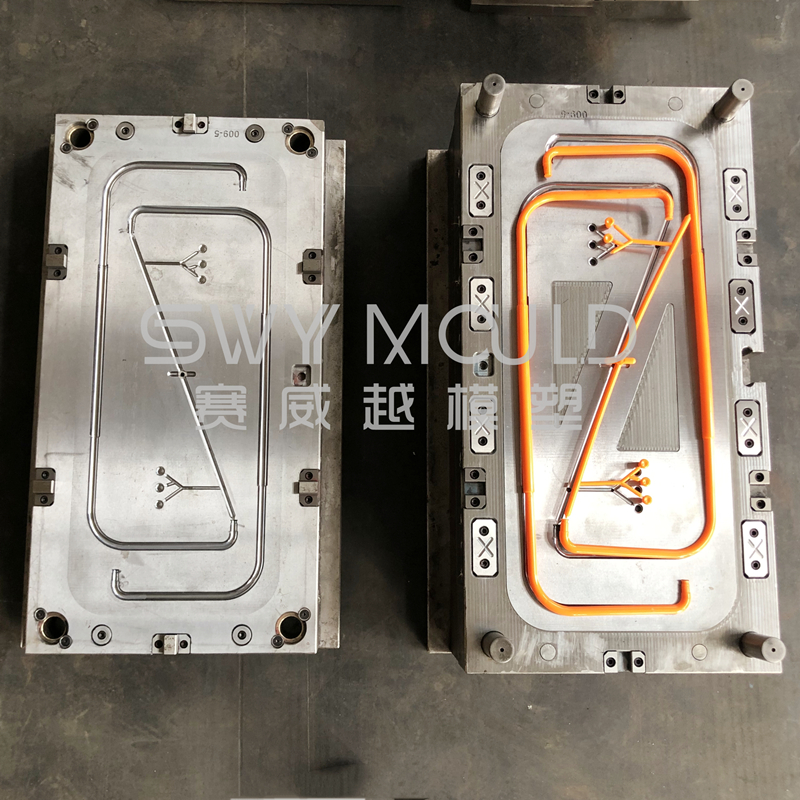
Hot runner system in plastic injection mould of mesh basket lid
A hot runner system delivers liquid plastic to a number of mold cavities in order to create a plastic product. It is an injection molding assembly that uses a heated manifold to keep plastic in a molten state. This heated plastic travels from the molding machine nozzle through internal channels called runners and can be delivered directly into multiple cavities at the same time.
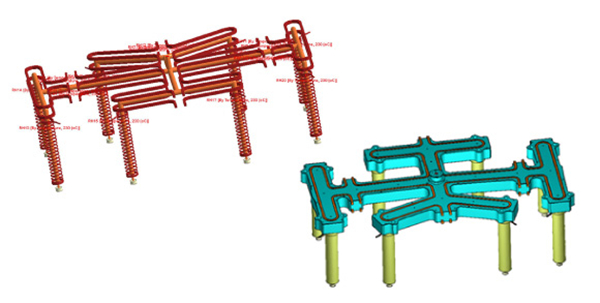
A hot runner mold system is an assembly of many different parts:
* Manifold, generally heated by electricity
* A number of controllers, determined by the number of injection points
* Thermostat to control the heat of the manifold
* Plate, where the runners sit. This component is also heated
Differences between the hot runner and cold runner system
Today, most plastic injection molding is done in one of two ways: hot runner systems or cold runner systems.
While the two systems differ in a number of ways, one of the key differences between the two systems is that hot runners are able to inject plastic directly into the part cavity. Thanks to this direct injection, the sprue and runners remain hot throughout the injection process so the only component removed each cycle is the part itself. Because of this, the mold can be cycled again very quickly. This feature makes for better-looking products, allowing for high detail and smooth surfaces due to a much smaller injection point. The increased cycling time and reduced plastic waste make hot runner systems ideal for high volume production.
These benefits do come with some drawbacks. In general, hot runners are more expensive than cold runners. The hot runner system itself is larger and more complex, resulting in a longer setup time and increased installation costs. It is important to know the strengths and weaknesses inherent to both systems, understanding that a different system will lend itself to a number of different products.
Cold runners are, and have long been, the most commonly used runner system for plastic injection molding. Cold runners inject plastic into a sprue, a central channel through which plastic flows into the runners. As the name implies, the plastic cools in a cold runner system. It solidifies in the cavities as well as in the sprue and runners. The excess plastic must be cooled and removed each cycle, which slows down the cycle time. In addition, plastic products formed using cold runners systems generally show more blemishes due to larger plastic entry points called gates.
A sprue and runner system used with a cold runner for plastic injection molding
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Injection Mould Of Mesh Basket Lid Suppliers