USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
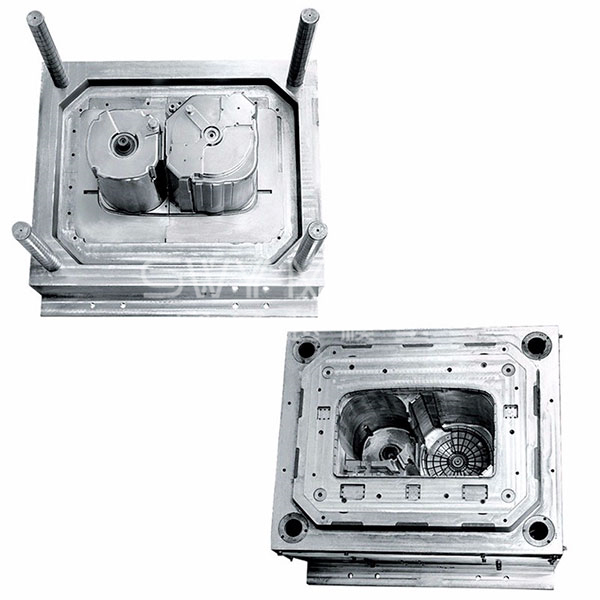
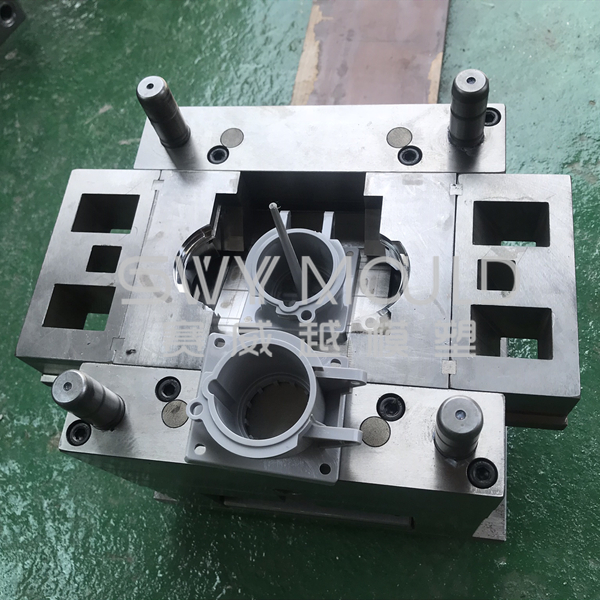
Product description: double slot washing machine mould
Mould cavity: 1 cavity
Mould material: 718H
Mould injection system: hot runner 4 tips
Mould ejection system: ejector pin
Mould cycle time: 83 seconds
Delivery time: 75 working days
Mould features: high tooling precision
Mould-flow analysis of plastic WM double slot mould
The mould-flow analysis includes the filling and packing stages of the injection moulding process. These stages produce some of the most important results for evaluating a product design for injection moulding manufacturing.
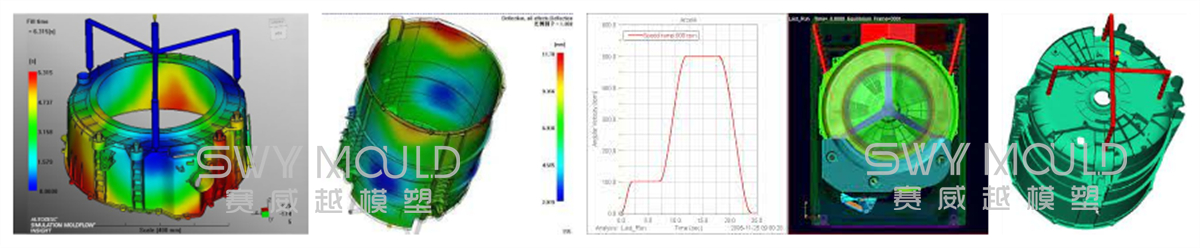
Warpage results can be used to identify areas of excessive warpage and shrinkage, referencing product drawings and tolerances, it is possible to take point to point measurements from the analysis results to ensure the critical dimensions will be within tolerance after moulding.
Fill time: velocity profiles and shot size (machine-specific)
Freeze time: time to freeze the runner, gate and part
Pack time & pressure: packing phase profiles (machine-specific)
Venting requirements
Weld line locations
Volumetric shrinkage: shrinkage values for various part geometries
Shear rate: shear rates generated during filling and packing
Pressure at V/P change over
Injection pressure: pressure rates experienced during filling and packing
Reports and results can be tailored to specific requests for part troubleshooting.
How to avoid sink marks while injection molding plastic products?
Intuitionally part thickness uniformity is often attributed to sink marks, but most researchers have concluded that such conception is very vague or subjective.
Instead, it is part thickness distribution with respect to injection point (gate) towards the extreme point on the melt flow path i.e, the last fill point. A good injection molding part thickness should always decrease (not uniform) along the flow path and that thickness decrease magnitude is the prime factor responsible for sink marks.
It also needs to know the condition of the part geometry that you are trying to mold. Does it get sink over the top of a rib, Part feature or are you getting sink across a flat surface with no backside features? If the condition is over a rib or a backside feature, it will need to know what your rib to wall stock ratio is and the material you trying to mold. If there is no backside feature it will still need the material you are molding and the material thickness as well as a copy of the process you molding with.
With this part being ABS you want to have a rib to wall stock ratio under 40%. Anything over that will have a tendency to show sink on the class A due to mass build up behind it. If you are under the 40% rib to wall stock ratio then we will need to see your process sheet and a part & runner layout in the tool.
Sudden thickness variations directly contribute to sinking marks due to differential cooling and insufficient packing. So the issue can be best tackled by a cautiously controlled thickness distribution in product design.
Most of the sink marks are caused by poor design or poor process control on the machine. The reason for the sink mark is a difference in temperature between the outer shell of the part and the inner core (usually the inner core is hotter). so if you eliminate massive heat in the inner core (like reducing the wall thickness of ribs or bosses) you will have a fairly good solution but you need also to control the process (cooling time, packing, etc….), processing also independently contribute to sinking marks.., Basically injection (processing) pressure and temperature are primarily polymer and then mold and machine-dependent. i.e., injection melt state variables., So part form/features have very little to do with setting injection to melt state.
However a good control to prevent sinks can be achieved by increasing packing intensification rate, this technique can considerably compensate thickness distribution variance also, which is quite often.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic WM Double Slot Mould Making Suppliers