The surface brightness of plastic vacuum cleaner housing injection mould
Have you ever met the case when the cavity steel has been polished as high as possible but the ABS molded part is still not at the gloss needed? The problem may be related to mould, material, processing, or combinations thereof. Look at the below information to find the root cause.
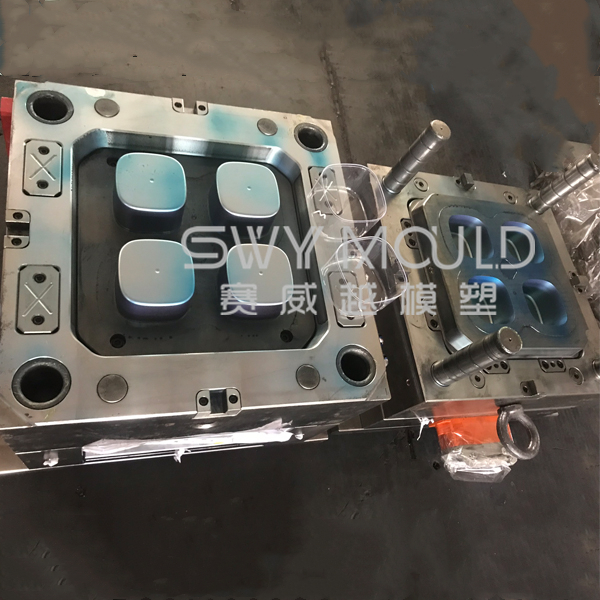
1. Reasons from the plastic injection mould
* Surface of cavity steel is not clean
Oil or water stain on the surface of cavity steel, and too much release agent applied during the process of abs injection moulding, all this create a dull appearance. In this case, clean the mould and control the use of mould release agents.
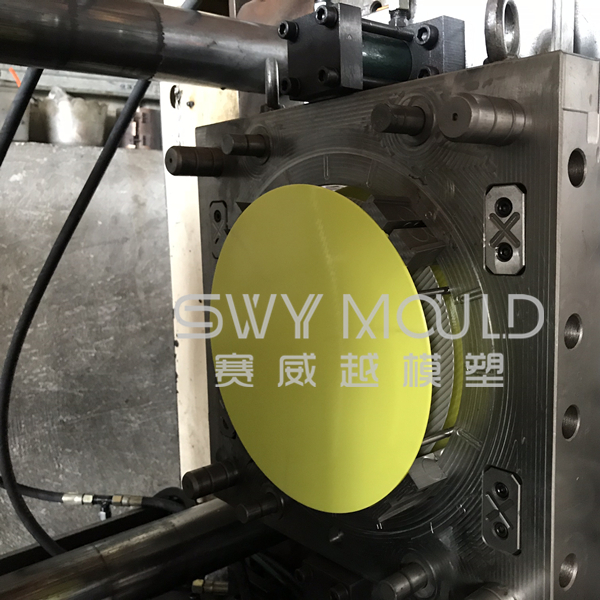
* Mold or part design
When the wall stock varies, it is very difficult to maintain consistent gloss on the part. Depending on the flow pattern, thinner wall sections may not be exposed to as much plastic pressure, and the result is an excess gloss in that area. The same effect can happen when the wall stock becomes too thick; you can get glossy spots because of shrinkage and not being able to pack it out. Gate location can have an impact in adjusting for wall thickness, but whenever you have varying wall stock you are at risk for inconsistent gloss. Insufficient draft angel will create problems to smooth demolding. Excessive force may be applied and cause the dull issue.
* Lack of venting
Lack of venting can cause dull and/or shiny spots or streaks. Venting is often overlooked; if too much gas is entrapped within the cavity due to poor venting, glossy streaks or dots may show up on the part.
* Improper design of runner or gate
Runner and or gate size is also considered as a possible solution to the gloss problem. If the cross-sectional area of the gate or runner is too small or changes abruptly, the shear force becomes too strong when the melt flows through in a state of turbulent dynamic, resulting in poor gloss. Therefore, the cross-sectional area of the gate and runner should be appropriately increased.
2. Reason from ABS injection molding process
* Slow injection speed
If the injection speed is too small, the surface of the plastic part is not dense and the gloss is poor. For this reason, the injection speed can be appropriately increased.
* Lack of cooling
Lack of cooling can also contribute to gloss issues when cavity details or mold components become hotter than the rest of the cavity. Typically in these cases, the gloss or read-through will show up shinier.
* Lower pack/hold pressure
Low pack or hold pressure will tend to make your part look glossier.
* Cooler Melt
When the melt flow is too low, the fluidity is poor, which can easily lead to poor gloss, so the melt temperature should be raised appropriately.
3. Reasons from plastic raw material
Keep in mind that each material will provide a different level of gloss. It is very important to understand the type of material in production. Make sure the recycled material could not be too much. Materials that contain abrasive additives such as glass fibers can cause gloss issues over time with the erosion of the cavity surface. On textured cavities, this will result in a glossier finish as the texture detail is eroded over time.