USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


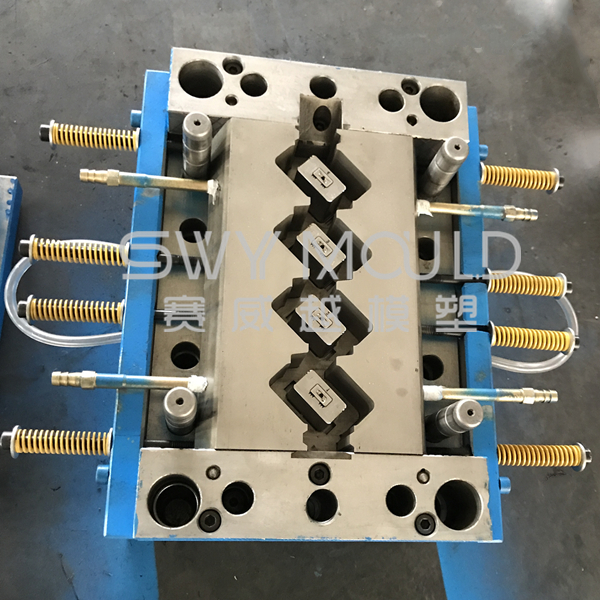
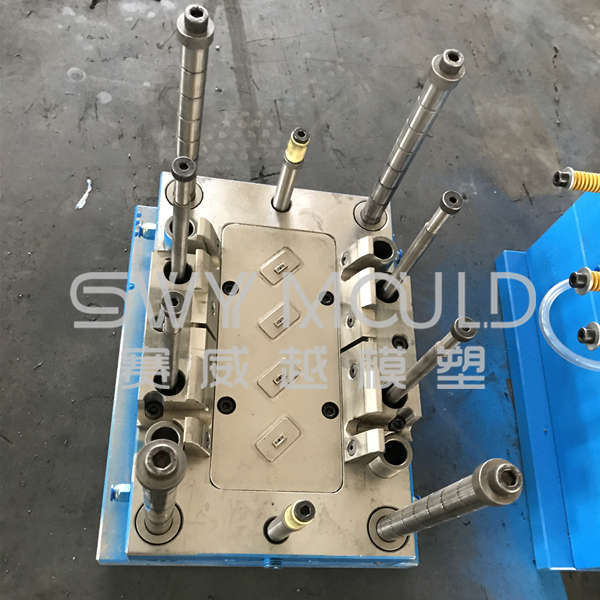

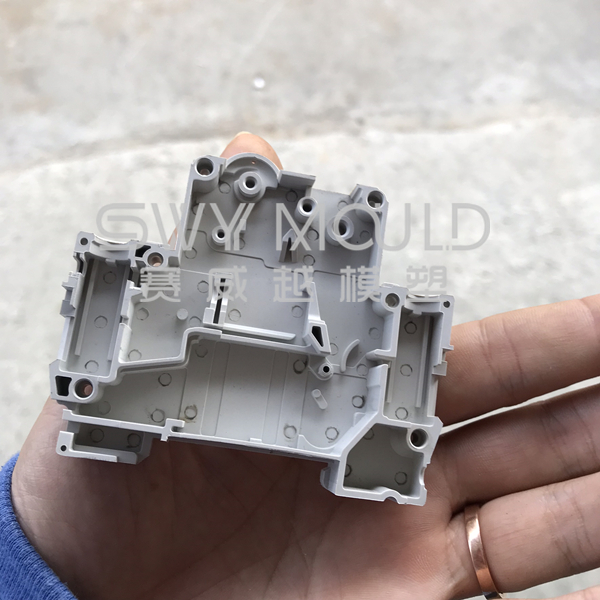
Shell material: PC
Shell size: 36*18.83*36mm
Mould steel: H13
Mould base: C50
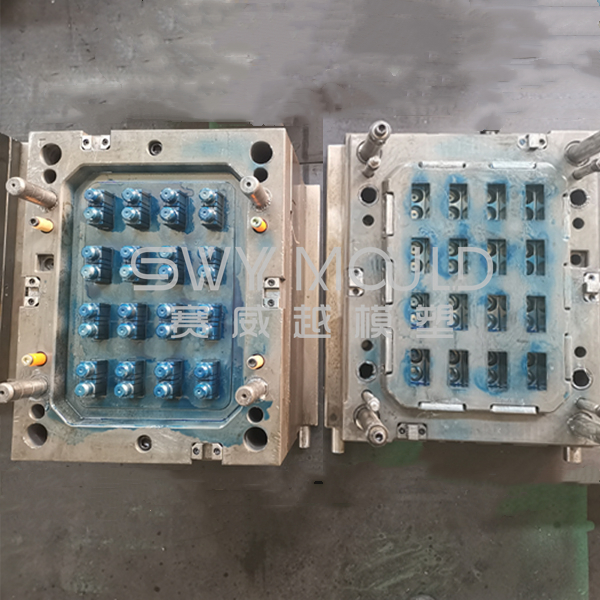
Mould cavity: 4
Injection system: cold runner
Surface treatment: high glossy polish
Mould service time: 3 million shots
Delivery time of sample: 50 days
Preparation before injection molding
1. Prepare the mold. We need to check the mold before assembling it into the injection machine. Mold needs clean carefully, assembly status. Does each part have a crack, bite? Do we assemble an ejector pin or angular core pin mistake?
2. Prepare plastic material: We need dry material to remove moisture. Dry time is different for each material.
3. You need to calculate material weight following the quantity of the product.
4. Prepare cooling channel, jig, insert.
Set up before injection molding
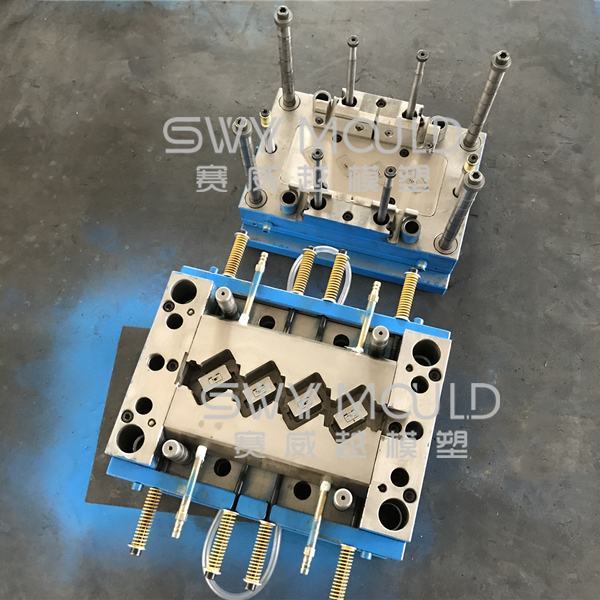
1. Assemble mold into the injection machine, cooling system, set temperature for the core plate and cavity plate. Then, configure the ejection system of the mold, mold opening distance in the injection machine.
2. Prepare working area, worker, equipment, robot to do injection molding process automatically.
3. Connect resin from the dry system to the feeder hopper of the injection machine.
4. Remove old resin in the nozzle.
5. Setup injection condition follows the working manually.
The plastic injection molding process steps
1. Clamping process
Before the injection machine pushes molten plastic into the mold, each half of the mold is attached to the injection machine. The clamping system will clamp the cavity plate and core plate. This force will skip injection mold always closing under high pressure of injection process. If clamping is small, the mold can open under high pressure. It is the cause of flash, step.
How to calculate clamping force?
F(ton)={A(cm²) x P(kg/cm²)}/1000
F = clamping
A= molding product reflection area
P = pressure in the mold.
2. Injection process
* Injection filling process
The nozzle will move to contact with injection mold at the sprue.
The screw will move forward to push molten plastic into the mold. Molten plastic will go through mold by way: sprue -> runner -> gate -> cavity.
* Gate seal (gate closure) process
This is the process from injection completion through gate sealing (gate closure). Holding pressure (secondary pressure) is applied during the cooling and solidification of the gate. This process used to improve sink mark, short shot.
3. Cooling process
Water or oil will use for the cooling channel. As the plastic cools, it will solidify into the shape of the desired part.
4. Plasticizing resin
While the product cools, the screw of the injection machine will move back to prepare material for a new cycle.
5. Mold opening and remove the product
When resin cools enough, mold will open and rob of injection machine will impact to ejector plate then push the sample out of the mold.
6. Gate cutting and parking product
After we get a sample, it will move to gate cutting machines then parking for the next purpose.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Shell Mould For Charger Plug Suppliers