USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.





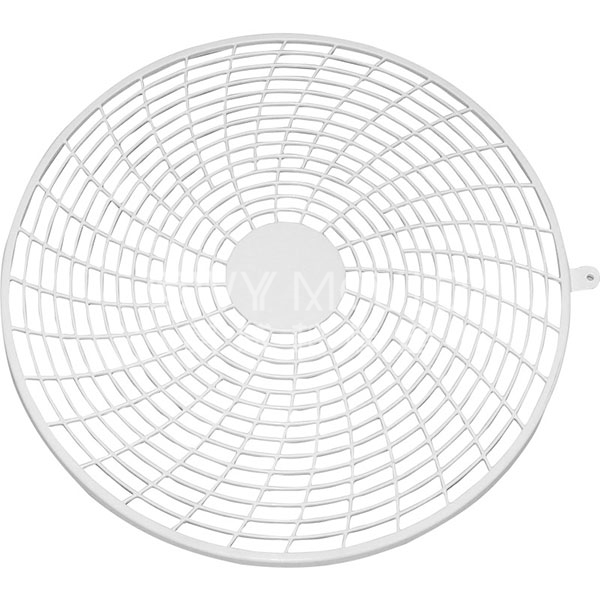
Part resin: ABS
Mould steel: H13
Mould cavity: right + left
Mould base: C45
Gate system: central gate
Molding type: automatically drop
Lead time: 50 days
Mould design process in SWY MOULD
Design is a key factor to make a mould successfully. All design engineers and assembly engineers of SWY Mould have been received specialists' strict professional training on mould design. In the design process, they will make comprehensive analyses on such aspects as quality, cost, and time for your moulds and plastic products, so as to guarantee your products to be brought forward to market with absolute competence.
In order to ensure the successful manufacture of moulds, designers conduct mould flow analysis, structure analysis, and performance analysis on each set of moulds. With the up-to-date design software and precise equipment, we are devoted to providing customers with the most valued new products. We are able to provide customers with various mould test reports and reference information for plastic injection molding products. SWY Mould strictly protects customers’ intellectual rights, and never divulges any information.
Plastic mould making service in SWY MOULD
1. Product and mould design
SWY MOULD will work with our experienced R&D team to develop and design products and molds according to customer requirements. This will help our customers who are developing new products and save on the cost of new projects. For further information, please feel free to contact our sales department.
2. Mold flow analysis
We will do mold flow analysis according to customer requirements to avoid any problems in mold production.
3. Mould processing
We usually update the plastic mould progress report to the customer on a weekly basis. We will contact you immediately if there are more details.
4. Mould delivery
We provide complete mould drawings and spare parts to customers before delivery. For standard spare parts, you can refer to our list and purchase in your market.
6. Photos and videos
We will store all mould running videos for you for 1 year. We will send you photos and videos to check or reference the mold run.
7. Service and communication
From the technical exchange in the early stage of the project to the real-time follow-up in the production stage of the project, and then to the after-sale technical support of the product, SWY MOULD will always keep close contact with you.
More plating tips for plastic injection molded parts
There are many, many plating tips and secrets of the trade that one learns throughout the years. You may have heard some of these, but the following are a few key pointers to keep in mind. They could save you a lot of time and aggravation down the road.
Avoid using chrome when molding with polyvinylchloride (PVC). Chloride is a component used to strip the chrome off of steel; therefore the chrome will slowly dissolve due to the gases emitted from the chloride in the PVC. There is an old school of thought that chrome is better than a nickel. Don’t believe it in this case.
Polytetrafluoroethylene, or PTFE, breaks down at 550xF. If you are using a molding application requiring mold temperatures that exceed this level, avoid PTFE and go with nickel or chrome. The PTFE, though useful for release, will break down and shut you down. It is not a bad idea to occasionally use different combinations of plating. Depending on what kind of performance you require from your mold, consider having more than one plating material for optimum efficiency. For example, if you require abrasion and corrosion protection, a base layer of electroless nickel (for corrosion) and a top layer of hard chrome (for abrasion) are recommended. The two work together very well.
Technology now allows us to skillfully and effectively mask off even the most remote areas of a mold so that very localized plating can be applied. Selective plating with electroless nickel, for example, is a great way to correct size on threaded cores or slides for ringnecks threads. This application is good for corrections under .004 inches per side. Need just abrasion protection? Go for hard chrome with a heavy flash of between .0004 and .0006 inches – especially if you are using glass-filled materials.
If corrosion protection is needed, an electroless nickel .0002 to .0004 inch deposit is an excellent choice. If corrosion protection and release are needed, a co-deposit of electroless nickel and PTFE – 25 percent by volume – is a proven combination.
When selecting electroless nickel for rubber molding, we have seen sulfur-cured materials still unwilling to release, so a heavy topcoat of PTFE is usually required.
Effective use for chrome is shimming or correcting for size on inserts, cavities, and cores. You can mask and selectively plate the parts up to a .020 inch deposit, finishing it with either grinding or EDM.
As always, when choosing to plate you need to know what type of steel grade and what plastic material will be molded. Communicate these details to your experienced plating house and, based on your molding requirements, you will have the ultimate finish on your molding surfaces, saving you time and money and producing the high-quality parts your customer expects.
Cracks problems in the plastic injection molding process
Cracks refer to the narrow crevices or crazes that occur on the molded plastic part surface, of which the causes might lie in the injection molding machine, the mold, the process, or the raw materials.
1. Injection molding machine
Mainly because of the insufficient plasticizing capacity, i.e. the plasticizing capacity is too low, leading to inadequate plasticization. Need to change for an injection molding machine that has a larger plasticizing capacity.
2. Mold
* Poor venting tends to cause flow marks, which decreases part strength;
* Gate size is too large, making the plastic injection molded part over-pressured; gate size should be reduced;
* Water leakage occurs in the cavity or core – check whether there are any fine cracks;
* The plastic part is designed to be too thin – reinforcing ribs are needed;
* Check the mold cavity, to see whether the mold core enjoys a sufficient draft angle;
* Ejector pin oil spreads to the surface of mold cavity – the mold needs to be maintained and repaired;
* Increase ejector pin diameter, and lower ejection speed.
3. Injection Molding Process
* Adjust the temperature of the material barrel. If the temperature is too high, the material will be decomposed; if too low, sufficient welding strength cannot be guaranteed;
* Adjust injection pressure. Raise temperature to ensure smooth mold filling and reduce viscosity; if the pressure is too high, cracks will be caused by internal stress, so the pressure needs to be reduced;
* Reduce pre-molding back pressure and screw speed, to avoid material decomposition;
* Appropriately increase injection speed;
* Increase cooling time. If the cooling time is too short, sufficient solidification cannot be guaranteed, thus causing ejection cracks or ejection marks.
4. Raw materials
* Ensure raw materials are completely dried;
* Raw materials are contaminated; find out the cause and take control measures;
* Excessive recycled materials are added – identify the proper proportion of recycled materials through test results.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Physiotherapy Equipment Plastic Shell Mould Suppliers