USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
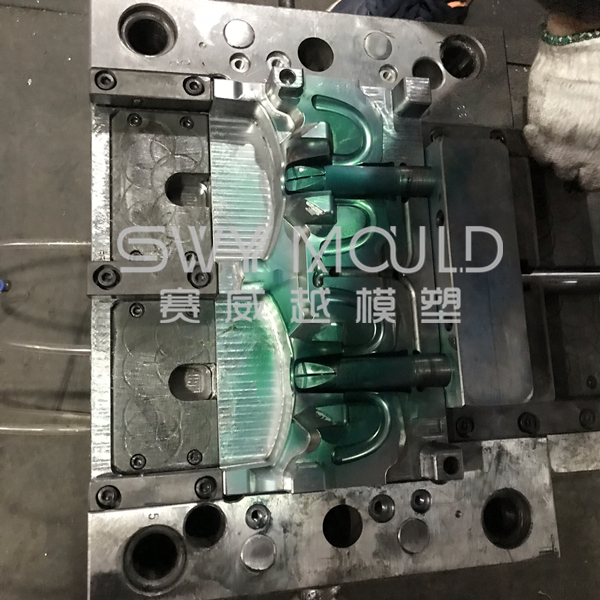

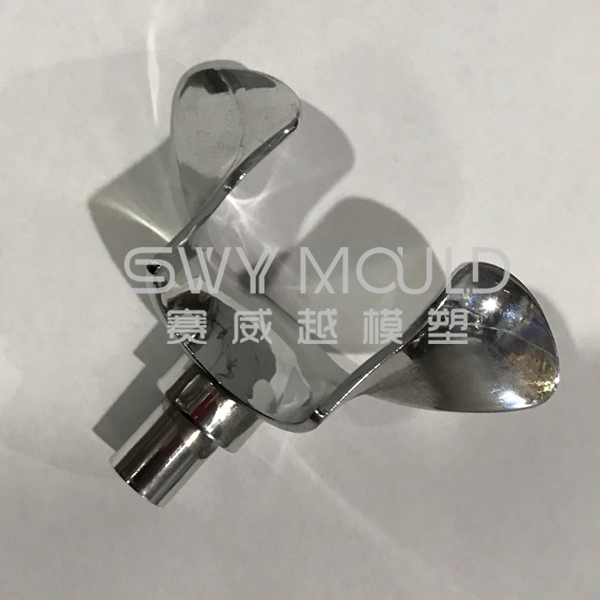
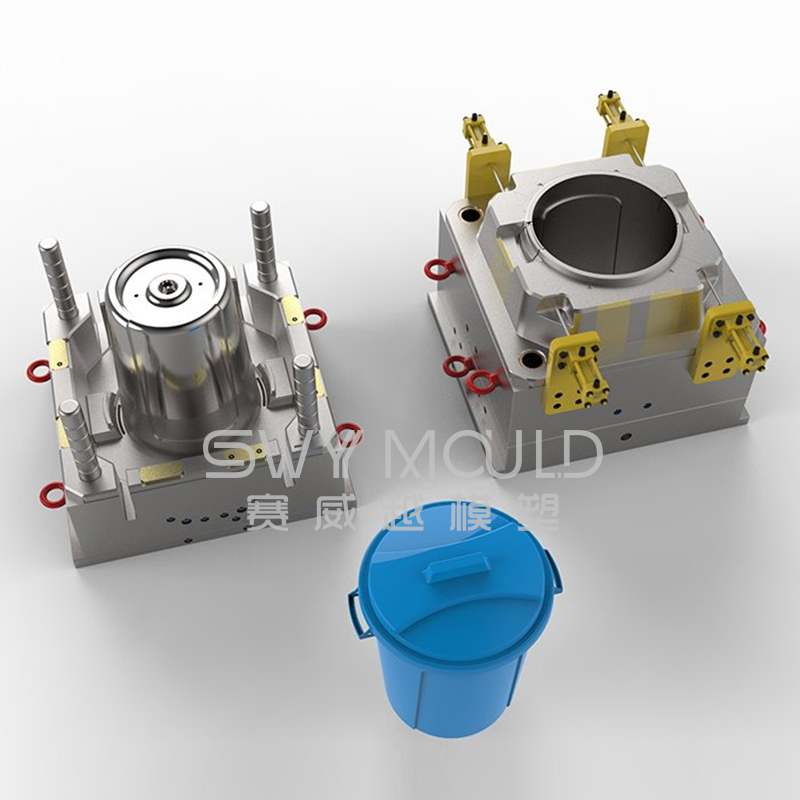
Part material: ABS
Part surface: electroplated
Mold steel: P20
Mold base: C50
Nos. of cavity: 2
Molding type: automatically drop; no need to cut runner
Delivery time: 45 days
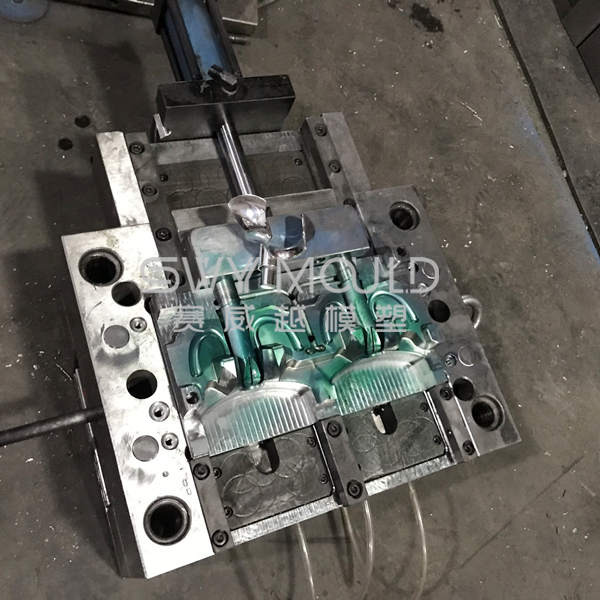
ABS plating process and its common problems
The main processes of the ABS electroplating process were analyzed for oil removal, coarsening, sensitization, activation, and electroless plating. The purpose, principle, method, and precautions of the main process were pointed out. The causes of the plating quality caused by the electroplating process were analyzed and the solutions were proposed.
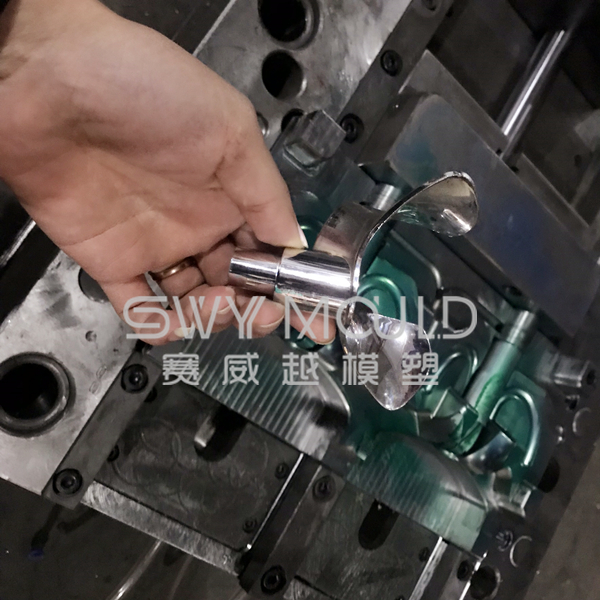
Plastic electroplating can make the surface of plastic products have a metallic luster, beautiful appearance, and play a decorative role; improve the mechanical strength of the surface of the products and prolong the service life; make the plastic products have high stability to light and atmospheric and other external factors, not easy to aging; Plastics are conductive, magnetically conductive, and solderable. Plastic electroplating products can be used in aerospace, shipbuilding, automotive, electronic and electrical appliances, architectural decoration, toys, and daily necessities, and are widely used. Plastics that can be used for electroplating include ABS, polypropylene, polysulfone, polycarbonate, nylon, polystyrene, and phenolic glass fiber reinforced plastics, among which the largest amount of ABS, the most mature technology, the best plating.
ABS is an amorphous polymer material, the appearance of ivory, opaque, odorless, non-toxic, non-toxic, with excellent electroplating properties, is an excellent non-metallic plating material, and its adhesion to the substrate and other plastic than other plastic To be strong. The content of butadiene in ABS plastics has a great influence on the electroplating effect. Generally used for electroplating ABS, the butadiene content can not be less than 10%, generally should be 18% to 24%. During the electroplating process, the elastomeric phase (also called the rubber phase) formed by butadiene in ABS is eroded to form many holes that can produce a “cast riveting” effect during plating. This bottleneck-shaped hole can greatly enhance the plating layer. The binding force. Infrared spectroscopy revealed that reactive groups such as COOH, CHO, OH, and SO3H polar groups exist on the surface of the chemically roughened ABS plastic. These polar groups can chemically bond with the metal coating. Improve the bonding strength of the coating.
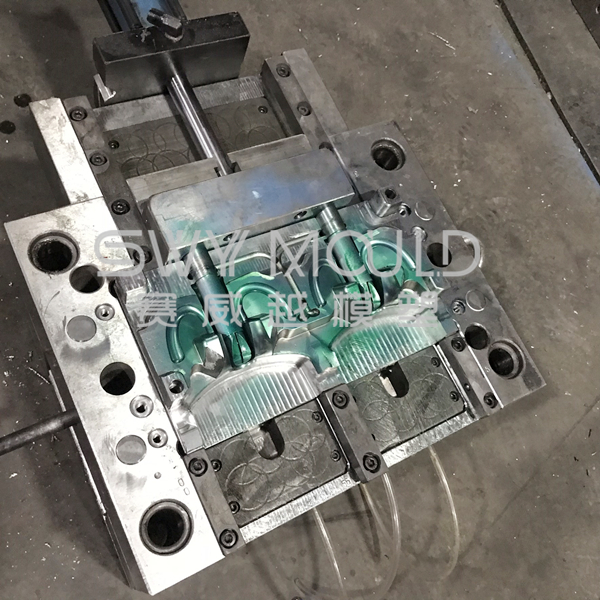
Design gas vent system for plastic garment steamer holder mold
The gas vent is a space that air can go out of the mold. When molten plastics fill up the mold. The air or molten plastics left in the mold will generate gas. If they can not go out of the mold, the appearance of samples will not good: have gas, fire, etc.
There are several ways to place a gas vent to the mold, but it can be classified broadly into the following three ways.
1. Gas vent from the divided face of the mold (parting line).
Vent depth should be 0.005mm to 0.02mm and generally placed on the following location.
* Preferably far from the gate.
* Place where weld lines tend to occur.
* End part of the runner or sub runner.
2. Gas vent from the cavity and core part (ejector system).
* Using ejector pin
The ejector pin and its hole clearance are used in this method. The clearance of the pin and its hole should be 0.02mm to 0.03mm if the pin diameter is about 5mm to 10mm. If it is thinner than this, 0.01mm to 0.02mm is general for the clearance.

* Using core pin
If there is a tall boss or rib on the part of the product, vent by making clearance around the core pin.

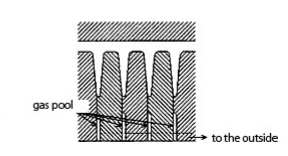
* Layered nesting block
As a method of gas venting of tall rib, use the clearance made by layered nesting composed of thin blocks. Also, insert a flat part of the cavity as layered nesting, and vent from the clearance of that thin plates.
3. Gas vent by another special way.
This is a method that ventilates a gas instantaneously by making a high-vacuum state inside the cavity, using the vacuum pump. This method is ideal as a gas venting method, and also effective for transfer, accuracy upgrading against the mold cavity, but as a disadvantage, the cost of equipment will be expensive, and mold construction will be complicated.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Garment Steamer Plastic Holder Mold Suppliers