USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
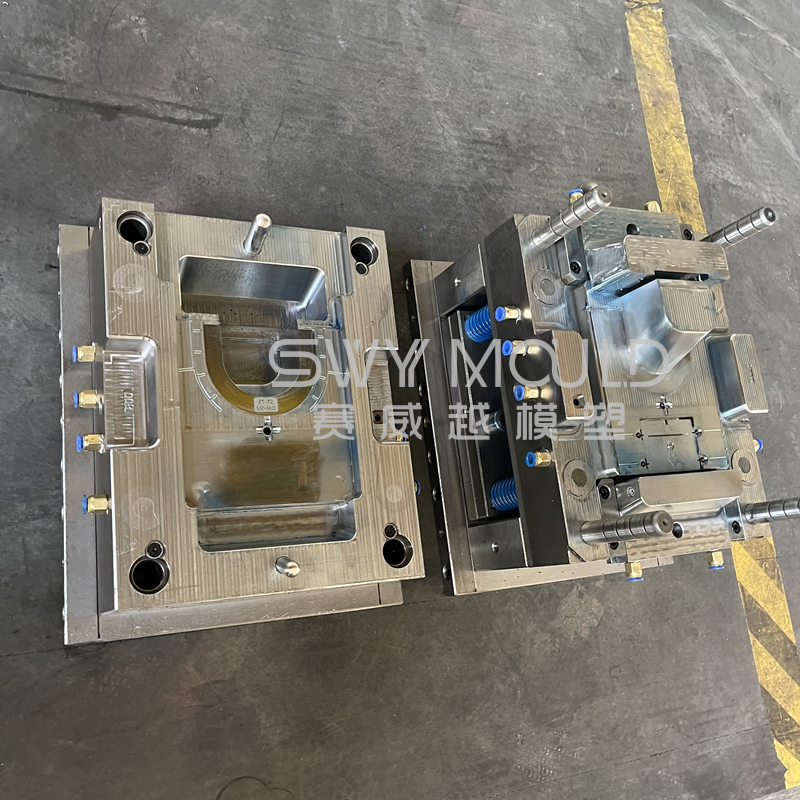
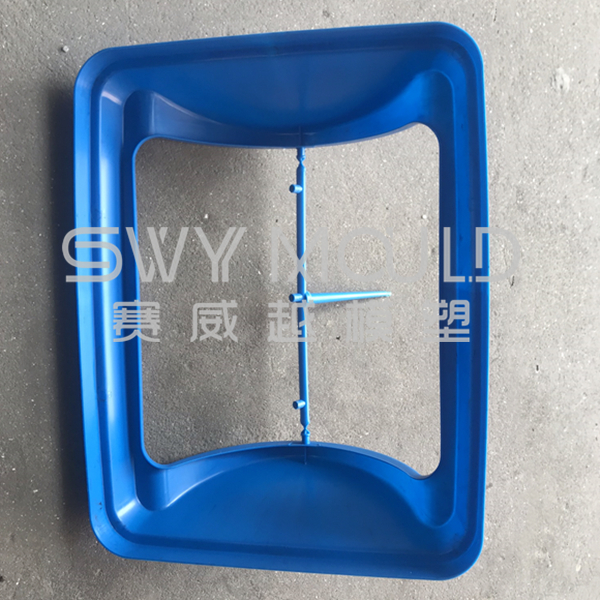
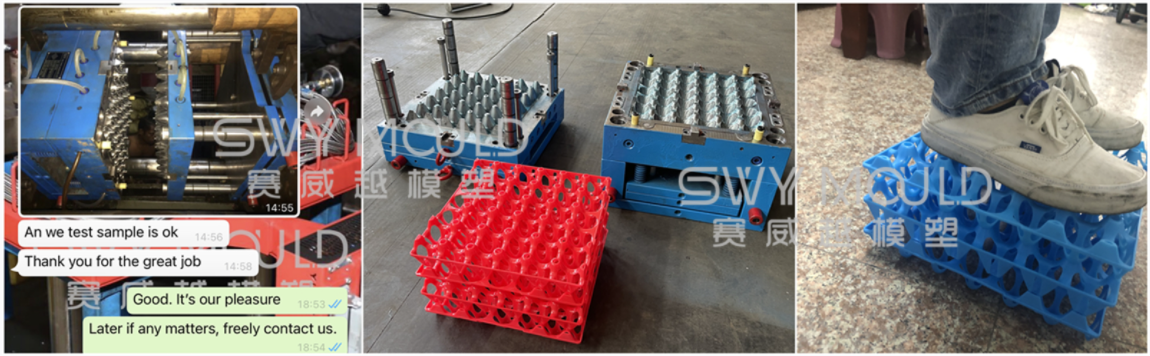
Plastic resin: PVC
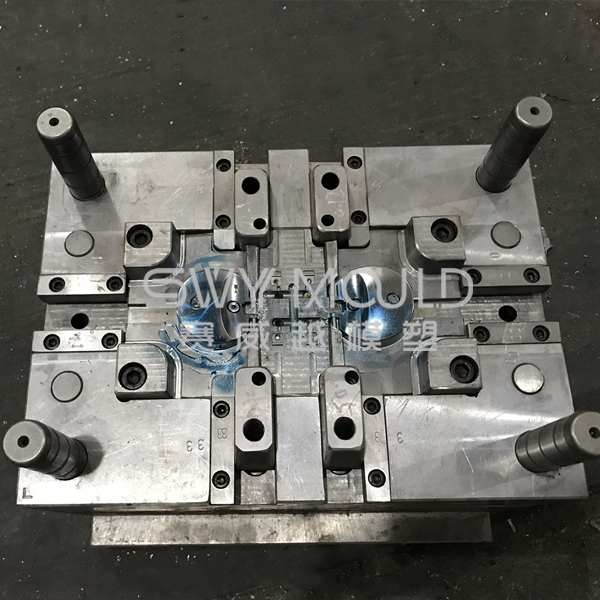
Mould steel: P20
Mould base: C50
Mould cavity: 1+1
Injection system: cold runner
Gate system: side gate, cut runner by hand
Lead time: 45 days
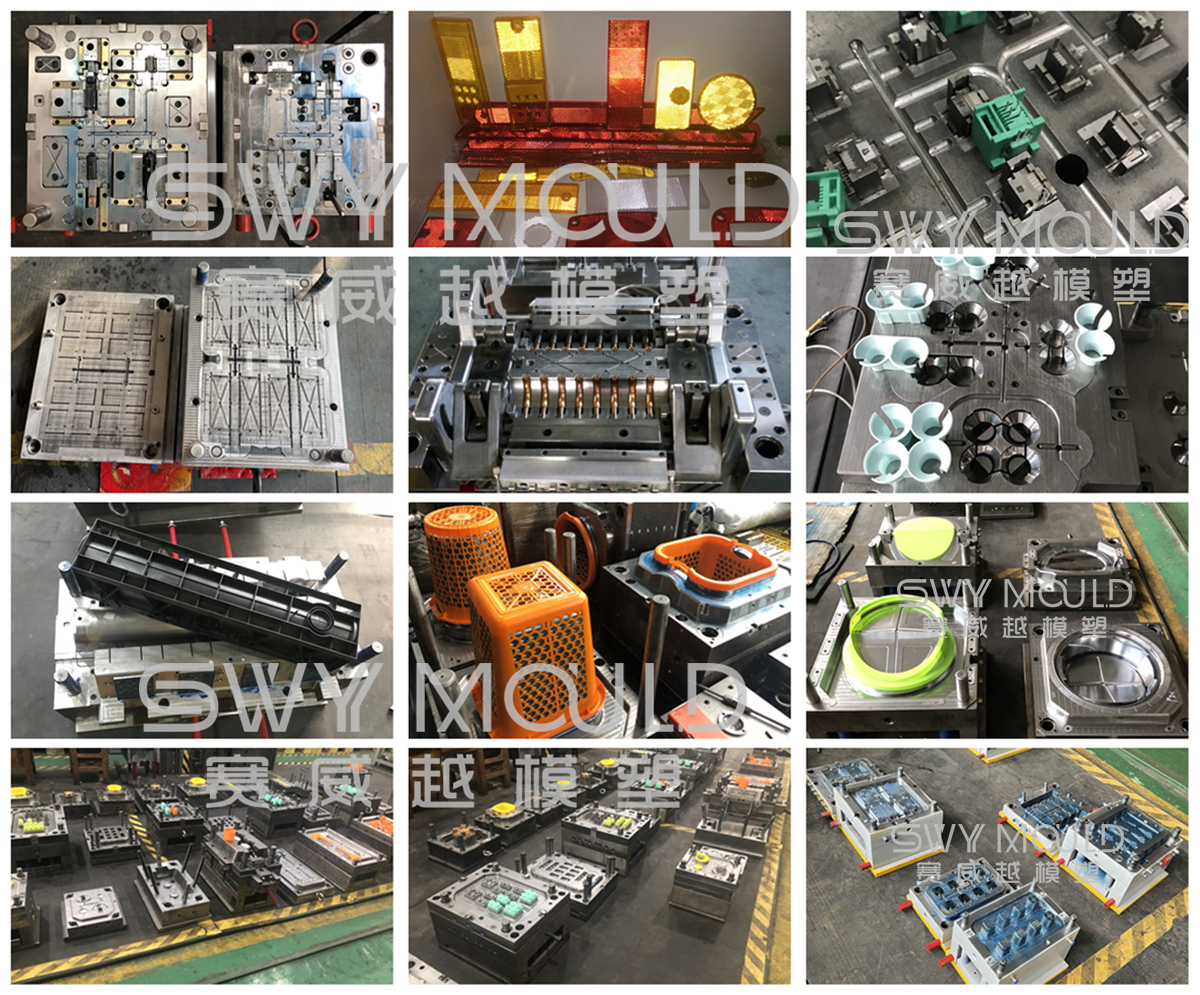
About our Taizhou Saiweiyue Mould & Plastic Co., Ltd
SWY MOULD manufactures plastic injection molds and injection molding mass production. Whether it is 1 or 5,000 parts, we deliver production-grade components and assemblies that meet your demanding delivery schedules. With many complementary processes, we can assist you in producing everything from injection mold to large plastic enclosures.
1. Service offered:
* CAD design
* DFM expertise
* Rapid prototyping
* Mass production
* Painting and finishing

2. Industries served:
* Household product molds
* Electric appliance part molds
* Automotive part molds
* Industry part molds
* Child product molds
* Medical product molds
* Pipe fitting molds
* Agriculture product molds
......
While there are many other industries that we serve, they each have one thing in common: they need exceptional quality and rapid delivery backed by extensive experience and know-how in manufacturing processes.
SWY MOULD uses its experience and knowledge in manufacturing processes to help you select the right method and the right material for the job. And since the design for manufacturing isn't always the same as a finished part's design, we offer our talents in designing your parts for the process. So, you don't have to worry about designing plastic parts for moldability. We take care of that for you, so that you can start tackling your next design challenge.
So, if your design is nearing completion and you now need to manufacture prototypes or production parts, turn to SWY MOULD. Call us today to discuss your project or send us a request for a quotation. You will be glad you did.
Quick delivery with quality molds
Building on the speed of its processes and operations, SWY MOULD provide the solution for your production tooling delays or last-minute design modifications. SWY can deliver small quantities of plastics parts for a short-term fix, or it can build your bridge-to-production solution.
When others turn down the job because it is too challenging or too rushed, you can turn to SWY MOULD. And regardless of the speed or the challenge, you will receive high-quality molds and top-notch service, as the following our customers' testimonials state:



Ways of solving the surface defects during injection molding
Generally, during mold processing, if we need to use injection molding equipment to process the product surface, there will be large or small defects. Generally, these defects will appear in the gate position, which belongs to the starting position of mold processing, so these two positions are prone to problems, and we need to find ways to eliminate these defects so that the display effect will be improved.
Dark spot defects and subtle defects will appear near the gate, which is the feeling when producing products with high viscosity and low fluidity materials, such as PC, PMMA, or especially ABS. When the resin flows away from the center of the surface layer of the cooled resin, the visible surface of such defects of the product may occur.
People often identify the existence of such technical defects, which occur frequently in the mold filling and pressure holding stage. In fact, dark spots appear near the gate, usually at the beginning and development stage of the injection time cycle. The experimental research shows that the problem of surface slip is actually due to the injection speed, more specifically, the flow velocity at the front end of the melt flow.
Even if the injection speed is constant when the melt enters the mold, its flow speed will change. When entering the mold gate area, the melting speed is very high, but after entering the mold cavity, the melting speed begins to decrease. This change in the flow velocity at the front end of the melt flow will lead to surface defects.
One way to solve this problem is to reduce the injection speed. In order to reduce the speed of the melt flow front at the gate, the injection can be divided into several stages and the injection speed can be gradually increased.
Another reason is that the low melting temperature of the product is the dark point. Increasing the barrel temperature can reduce the backpressure of the screw to improve the possibility of this phenomenon. In addition, the mold temperature is too low to produce surface defects, and the mold temperature is a feasible option to overcome the surface defects of the product.
Plastic raw material---PVC
PVC is a non-toxic and odorless white powder. The density of PVC plastic is 1.40g/cm3, and the density of PVC plastic with plasticizers and fillers is usually 1.15-2.00g/cm3.
The water absorption of PVC is usually below 0.1%. For products with low requirements, it is not necessary to dry before molding. In order to reduce the corrosion of equipment and molds caused by HC1 gas decomposed during PVC processing, equipment and molds must choose anti-corrosion metal materials and do the corresponding anti-corrosion work.
PVC has excellent chemical stability. It is stable to most inorganic acids and alkalis, but it is explained under the action of concentrated sulfuric acid, nitric acid, and complex acid.
In rigid PVC (PVC-U), in order to improve thermal stability, lubricity, toughness, and appearance quality, various additives should be added. The main way to improve the performance of PVC plastics is to find suitable stabilizers, plasticizers, fillers, and other additives for reasonable configuration. It is an effective method to modify PVC through copolymerization and blending.

1. Factors affecting part characteristics
* There is no obvious melting point, it will become soft above 60 degrees Celsius, and it will be vicious at 100-150 degrees Celsius. The decomposition temperature of the PVC-U mixture rarely exceeds 200 degrees Celsius.
* Poor thermal stability, whether it is time or temperature, can cause the decomposition of PVC-U, so the temperature and the residence time of the material in the barrel must be strictly controlled.
* In PVC-U, despite the addition of additives, its fluidity is still poor. Therefore, it is difficult to fill the mold cavity with melt in a very short time. Therefore, it is necessary to use a higher injection pressure and Lower injection rate.
* As the process of processing inevitably produces decomposition and releases HC1 gas, the anti-corrosion work of the equipment should be done well
* The product is brittle
* The melting temperature of PVC during processing is a very important process parameter. If this parameter is not appropriate, it will cause the problem of material decomposition.
* The flow characteristics of PVC are quite poor, and its process range is very narrow. Especially PVC materials with large molecular weights are more difficult to process (this material usually needs to be added with lubricants to improve the flow characteristics), so PVC materials with small molecular weights are usually used.
* The shrinkage rate of PVC is quite low, generally 0.6-1.0%
* When the temperature is too high during molding, it is easy to decompose chlorine gas. The chlorine gas combines with water vapor in the air to form hydrochloric acid, which is easy to corrodes the surface of the mold cavity.
2. Product and mold design requirements
* The wall thickness of the product is as uniform as possible, and the wall thickness is not too thin, generally not less than 1.2mm, about 1.5-5mm
* The molding shrinkage rate of PVC-U is between 0.6%-1.5%, and the product is required to have a certain demolding slope, generally 1-1.4. For porous products or products with large demolding resistance feet, the demolding slope is still Bigger
* All conventional gates can be used and should be larger to prevent dead ends from stagnating, generally not less than 1mm in diameter or 1mm in thickness.
* The flow channel should be large, and there should be enough cold slug holes in the reverse direction of the flow channel. Generally, each turning position should be smoothly transitioned, and sharp corners should be avoided as much as possible.
* Due to the low molding temperature, in order to prevent the cold material from clogging the gate or flowing into the mold cavity, a sufficient cold material cavity should be opened at the end of the main runner, and a cold material cavity should also be opened for a longer runner.
* In molding, most molds are cooled by water to control mold temperature, but at the same time, in order to improve product performance, sometimes heating/cooling methods are used to control mold temperature. The range of mold control is between 30-60 degrees Celsius.
* In order to prevent the corrosive effect of HC1 gas, the runner, cavity, and other parts of the mold should be chrome-plated, and the anti-corrosion treatment should be done. The goods are made of wear-resistant and corrosion-resistant materials.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Air Conditioner Plastic Tube Cover Injection Molding Suppliers