USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
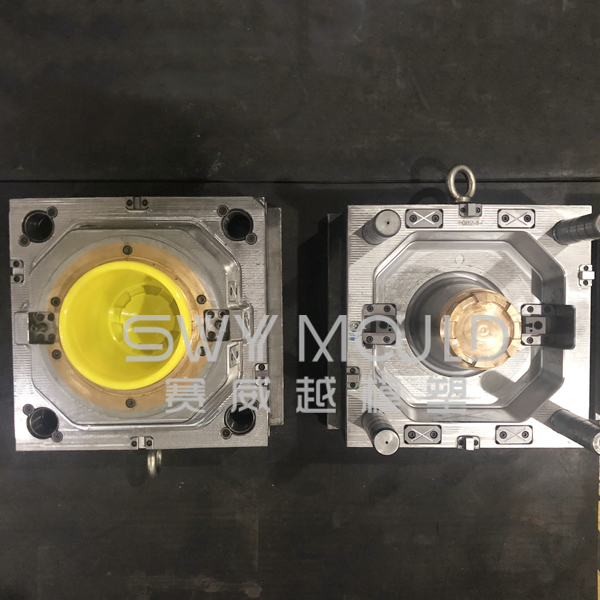
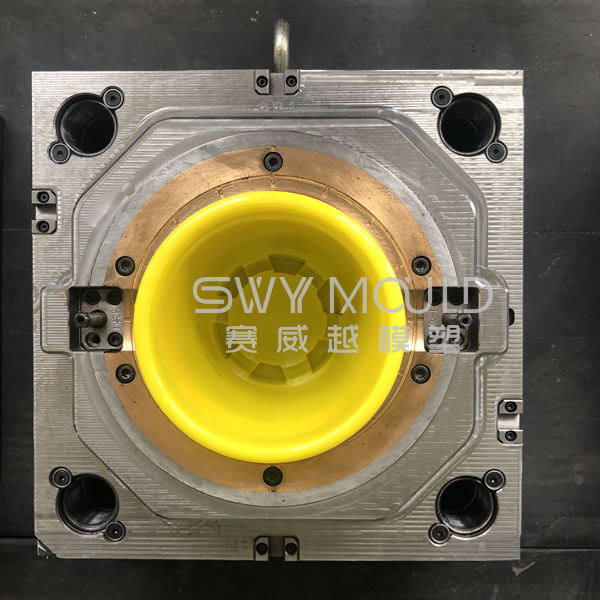
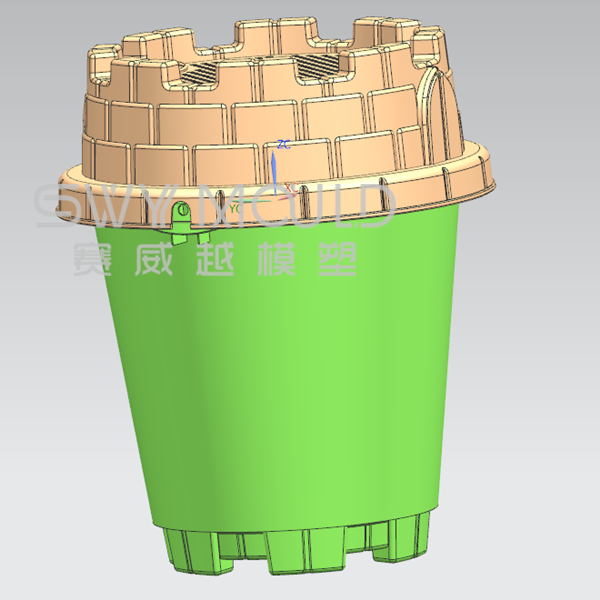
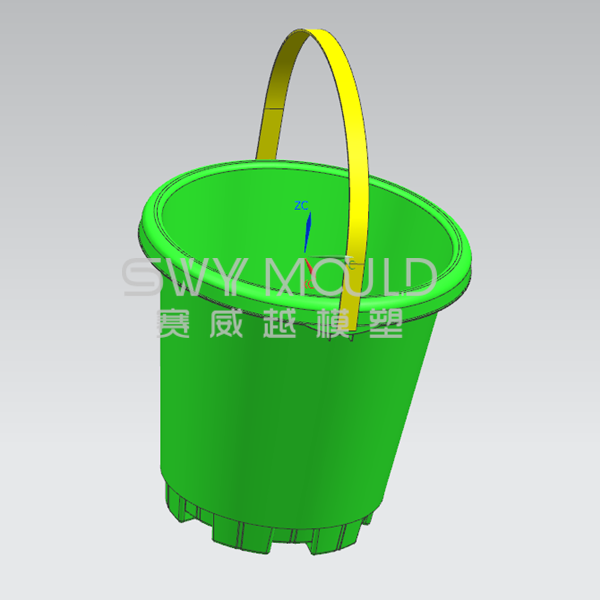
Bucket size: 185mm height & 150mm diameter
Part material: pp resin (food-grade)
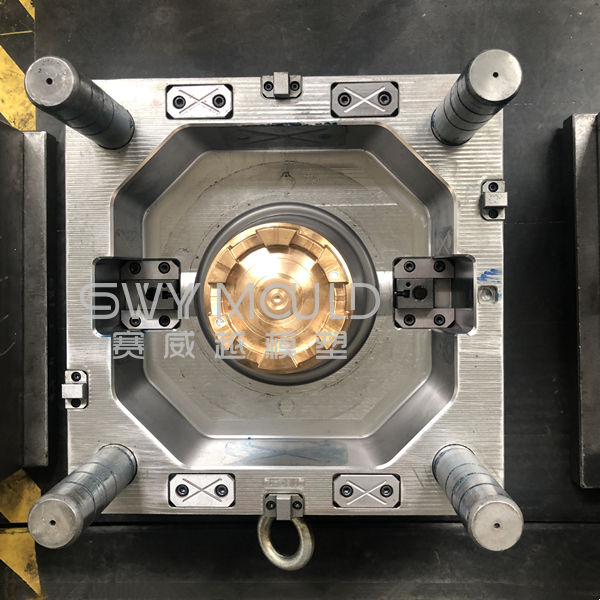
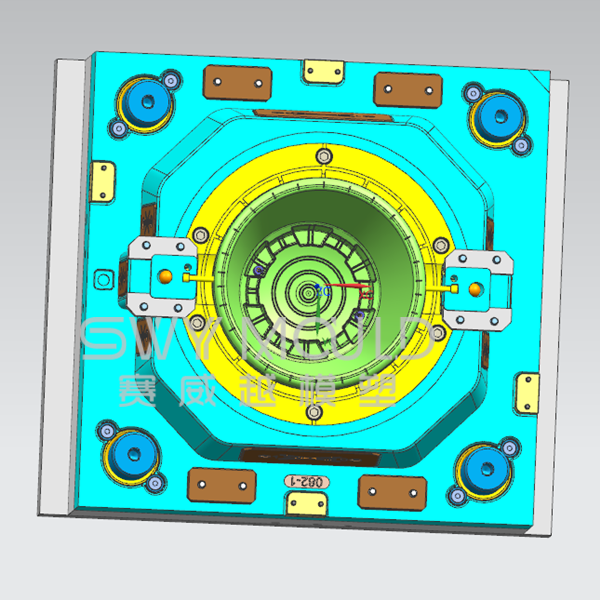
Cavity & core steel: 2344 vacuum hardening + beryllium copper
Mold base: 60#
Cavity number: single
Injection system: hot runner 1 tip
Ejection system: ejector + air vent
Suited machine: HIGH-SPEED MACHINE 200T WITH ROBOT PICKING
Mold size: 400*450*350mm
Mold weight: 430KGS
The raw material of PP food-grade resin
When it comes to finding and creating plastic toys for children, it’s vital to understand whether plastic is considered to be food-safe or not, because children will touch the toy and put it into their mouth, so it must safety. A food-safe plastic resin has been certified approved safe for contact with food by the Food and Drug Administration (FDA). These plastics are known as food contact substances (FCS).
Polypropylene is a common plastic. There’s a good chance that your fridge and cupboards contain something made from polypropylene as plastic is commonly used for common products. It’s also the plastic that single-serve tubs such as yogurt containers are made from. PP plastics have been approved safe for food contact by the FDA. They are inert material which means that they don’t pose health risks to consumers. It doesn’t interact with food at all. Recycled polypropylene was approved as food safe by the FDA in 2013.
Polypropylene comes with a high melting point that makes it a great choice for toys. If parents need to ultra-high-temperature process before let children playing, material safety is very important.
This infant water bucket is injected with a high-speed machine, so it's important to reduce injection molding cycle time.
How to reduce injection molding cycle time?
The injection molding cycle directly affects labor productivity and equipment utilization. Therefore, in injection molding manufacturing, the relevant time in the molding cycle should be shortened as much as possible under the premise of ensuring plastic parts' quality. Injection time and cooling time are of the utmost importance throughout the molding cycle and they have a decisive influence on the quality of injection molded parts. The feeding time in the injection time is directly inversely proportional to the feeding rate, and the feeding time in injection molding is generally about 3-5 seconds. The holding time in the injection time is the pressure time of the plastic in the cavity, which accounts for a large proportion in the whole injection time, generally about 20-120 seconds (the extra-thick parts can be as high as 5-10 minutes), and usually, for thin wall bucket, the time is around several seconds.
Injection time: The injection time includes the feeding time and the holding time. Feeding time refers to the time that the screw advances rapidly, pushes the plasticized molten material into the mold, and the time required to fill the cavity is generally 3 to 5 seconds. For plastic parts with high melt viscosity and a fast cooling rate, rapid injection should be used to reduce the feeding time of the melt. The holding time refers to the residence time after the screw advances and injects, that is, the cooling of the molten material into the cavity and the feeding time of the injected pressure. During this period of injection time, the proportion of the time is relatively large, generally about 20 to 120 s. The shape of the plastic part is simple, the outer shape is small, and the holding time is short. If the large plastic part and the wall thickness are large, the holding time is long.
Cooling time: The cooling time refers to the cooling and solidification time of the plastic part after the melt is filled. The length of cooling time is related to the thickness of plastic parts, the material properties, and the mold temperature. Generally, taking the non-deformation of plastic parts during demolding as standard, and the shorter the time, the better. The cooling time of the plastic parts is generally in the range of 30 to 120s.
Reducing the cycle time of injection molding helps to reduce plastic parts manufacturing costs. It allows the injection molding machine to produce more products at the same time and with the same energy consumption. But what can we do to reduce the injection molding cycle time?
1. Using high-speed injection molding machines
The injection molding machine has these steps of melting plastic, injection molding, mold opening, mold closing, and ejection. The function of the injection molding machine itself is one of the main reasons that affect the injection molding cycle time. The high-speed injection molding machine has many advantages in terms of speed.
Make sure the mold structure is simple and easy to process, in other words, make the difficulty of mold design as low as possible. Most molds can be designed in different ways, and there are many ways to demold. Simplified mold design can reduce cycle time in injection molding.
2. Using a good cooling system
Use ice water to cool the mold. In addition to wasting time during injection molding, the cooling also takes up a lot of injection molding cycle time. Therefore, the use of low-temperature cooling water and rapid passage of cooling water through the cooling system helps to reduce the cycle time in injection molding.
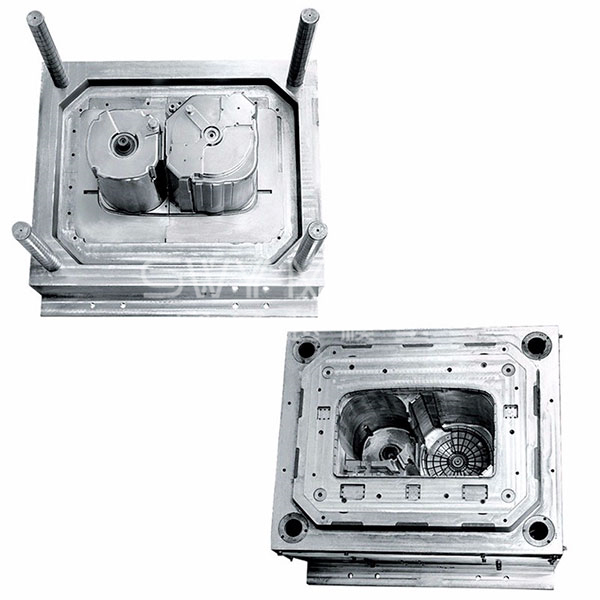
Air ejector system in plastic toy injection mold of the infant water bucket
An Air poppet valve is used to assist with molded part ejection. The working principle of it is simple but effective. A small amount of gas is blown into the mold cavity (or off the core) at the desired location to assist with separating the molded part from the desired mold parting line feature. Airflow is timed to coincide with the ejection cycle, and this air flow opens the valve to break the vacuum and facilitate part ejection.
The structure of the air ejector is obvious. It is composed of an outer casing, an ejector pin, a spring, and a cylindrical dowel pin. The structure of all air ejectors is similar, only has small differences in specification or standard.
The Air poppet valve is an essential component for mold, and its effect is better than a normal ejector pin in certain situations. It could eliminate the troubles on design and manufacture of ejector pins, and solve the malfunction on ejection. In general, it is a breakthrough for mold and manufacture industries.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Toy Injection Mold Of Infant Water Bucket Suppliers