USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
Project name: child building blocks mold
Mould steel: P20
Mold base: 45#
Cavity: according to the sample size and machine tonnage
Size: according to the sample
Shape mode: injection molding
Lead time: 45 days
Many customers sent us building block samples or designs for quotation, but at last, the mold project was canceled because our price is higher, and they bought building block molds from another supplier. But a few months later, they came back and told us why his building blocks are not consistent, some are tight, some are loose. SWY Mould asked our customer to send us the mold design from another supplier, we found a fatal problem---the runner is not balanced.
Techniques on designing plastic building block mold runner system
Designing runners involves several compromises:
1. The runner system should be compact to minimize the amount of rework.
2. The runners must deliver melt that has retained maximum heat to completely pack out the cavity.
3. At the same time, runners must cool quickly after delivering the melt to aid ejection.
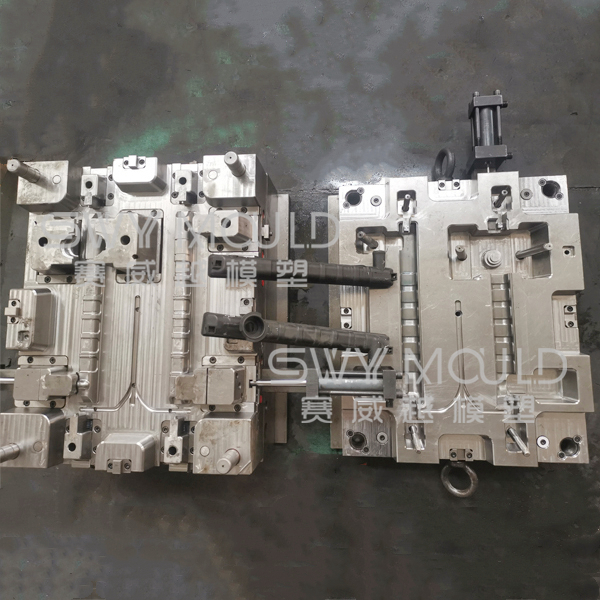
If the flow distances from the sprue to the various cavities are equal, the runner system is balanced. Since balanced runner systems contribute to melting uniformity among cavities, dimensional tolerances are easier to maintain. Unbalanced systems can cause the cavity to cavity variations. (seeing below picture)

Occasionally, balancing the runner system and minimizing runner length conflict. In most cases, it is better to accept the additional rework and use a more balanced system. Increased injection pressure can be a disadvantage in balanced systems with their longer runners and more turns.
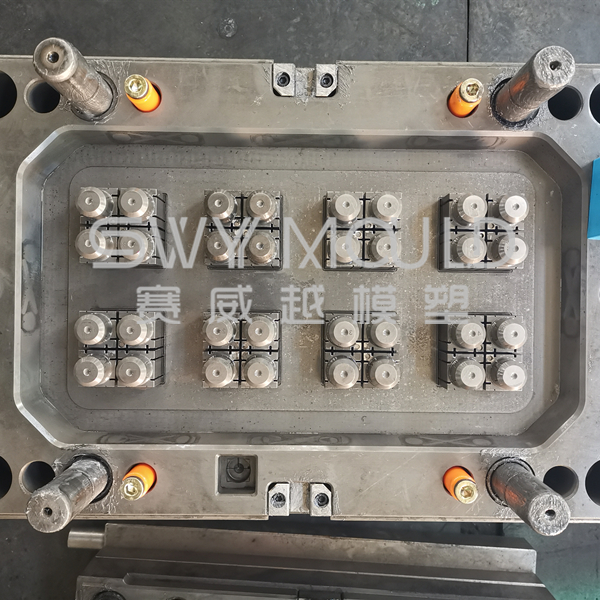
Pressure can be reduced by increasing runner sizes, thereby converting a pressure penalty to a regrind penalty. In the “H” pattern, the “H” crossbar is the primary runner fed by the sprue. It should be 1.6mm (0.0625″) larger in diameter than the runner it feeds. These runners in turn should be 1.6mm (0.0625″) larger than the branch runners feeding the gates.
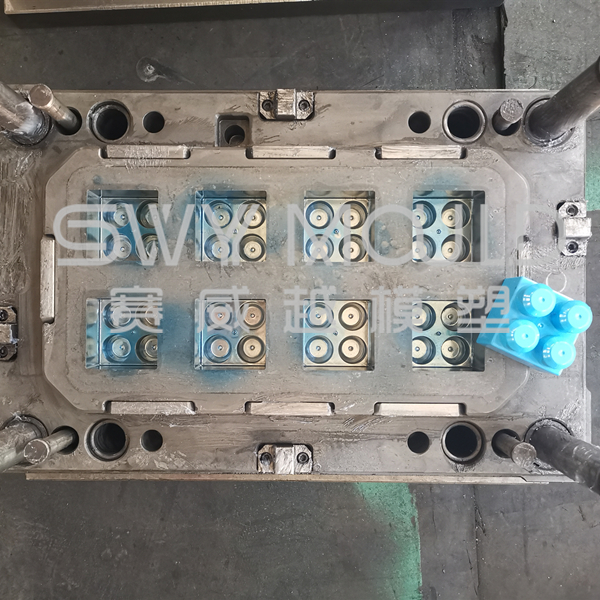
When possible full round runners are preferred. They provide minimum surface area per unit volume, and so have minimum pressure drops and reduced heat losses. For most parts the branch runner should be at least as thick as the heaviest section of the part, not less than 2.3mm (0.090″) and need not be more than 9.5mm (0.375″). (seeing below picture)

Trapezoidal runners are acceptable if the depth-to-width ratio is about 2:3, for example, 4.8mm deep by 6.3mm wide (0.188″ deep by 0:25″ wide). Trapezoidal runners are often used in three-plate molds.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic MEGA Building Blocks Injection Mold Suppliers