USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Part size: 63*31.4*58mm
Part raw material: PP
Mold steel: P20
Mold base: 60#
Runner system: cold runner
Ejector system: point gate with drop automatically
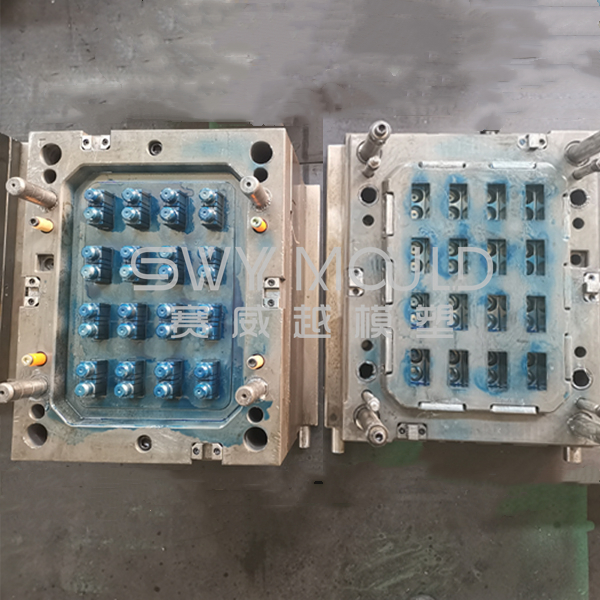
Mold type: three plate mold
Mold delivery time: 50 days after design confirmed
Plastic toy bricks have convex particles on one side and grooves that can be embedded in convex particles on the other side. There are many shapes and sizes, which rely on children to do their own brains. It can spell out endlessly changing shapes, which is very addictive.
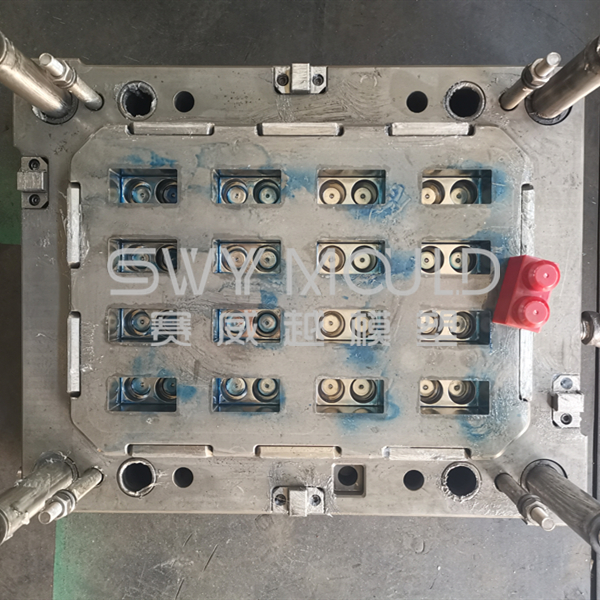
How to test the baby toy bricks plastic mold?
Manufacturing bricks requires an injection mold and a plastic injection molding machine. After the brick mold entering the injection molding machine, the plastic raw material is vacuum dried and then pushed into the silo. During production, these particles enter the injection molding machine through a pipe. The machine uses very precise molds-accuracy tolerances are only 0.002 mm. The machine melts the pellets at a temperature of 232 degrees Celsius, then injects the molten plastic into a mold and applies a pressure of 25 to 150 tons. After about several seconds, the new bricks are cooled and production is complete.
As the video showed:
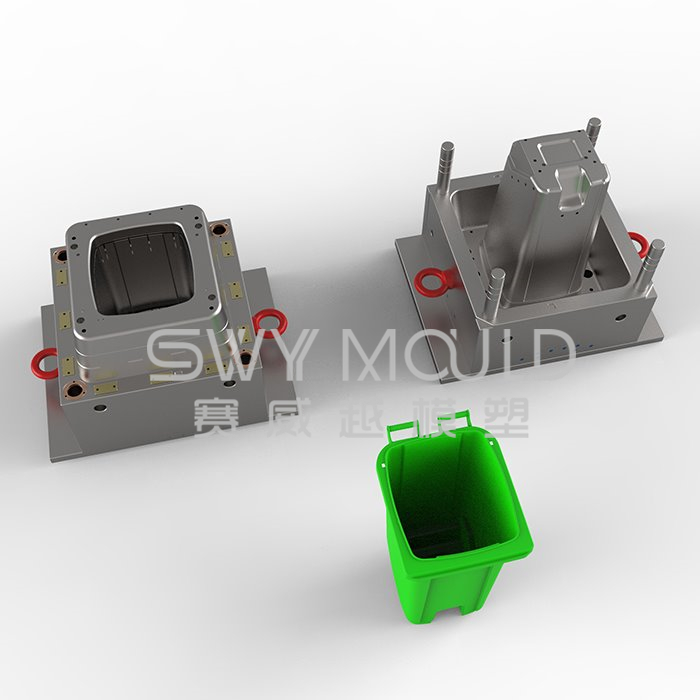
What is three plate mold?
Three plate mold is usually structured with a pinpoint gate and it is used for automatic dating and center gating on multi-cavity molds. Three-plate molds are less expensive than hot runner molds and there is also a runner left over. An advantage to gating with a three-plate mold eliminates the need for cutting the gate off the part. Some multi-cavity molds must have a center gate on each part. A three-plate mold is the most economical way to achieve this.
How does three plate mold working?
1. After the mold is fully filled, heat preservation, pressure holding, and cooling will be performed. Under the effect of the spring and the lock, the section between the runner stripper plate and Plate A opens first to remove the runners and stops when getting to the limit distance of the pull rod.
2. Under the effect of the lock, the section between the top clamping plate and the runner stripper plate opens to a certain distance till the engagement of limited Pin,allowing the runner to detach from the sprue and the runner lock pin.
3. Under the effect of the pull bar, the top clamping plate, runner stripper plate, and A Plate cannot continue the open motion but stop after reaching a certain distance.
4. The machine's push bar drives the ejector pin to eject the product out of the mold core – free breakaway. If free breakaway is not possible, manual intervention or a robot needs to be involved. The runners also need to be removed manually or with a robot.
5. Mold closing. Plate A drives the return pin to restore the ejector pin so that the mold closes for the next production run.
Viewing the motion graph showed:
Design considerations for three plate mold
1. The opening distance of the runner stripper plate and Plate A: A = B+ (10-20)mm; B = the length of the runner and A must be equal to or greater than 120mm, to facilitate manual removal of runners and gates. C is usually 8mm or 10mm. runner puller is needed at the gate location to pull off the gate.
2. The sprue needs to be designed with a 2-3° angle, so as to prevent the sprue and the runner stripper plate from being scratched(burnt).
3. In order to prevent A Plate A and B Plate from opening first, a lock must be installed on Plate B.
4. To prevent the residue caused by gate removal from affecting product assembly, the pinpoint gate is usually dotted.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Toy Bricks Injection Mold Manufacturers