USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



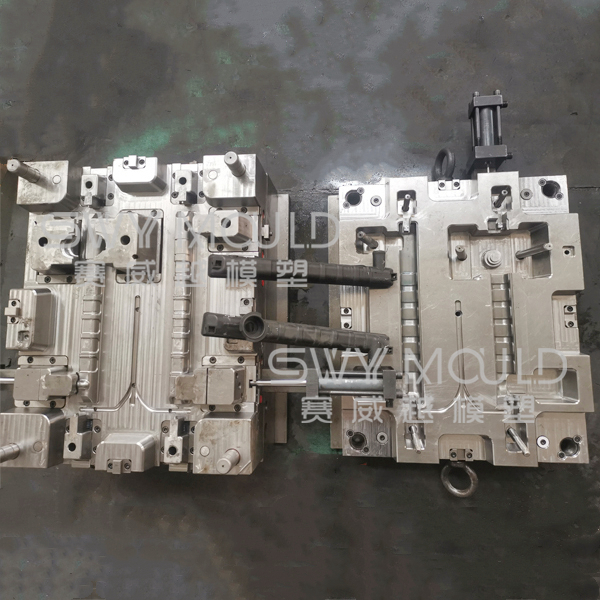
Mould steel: 2738
Mould base: LKM
No. of cavity: left+right, 1+1
Injection system: hot runner
Gate type: valve gate
Mould life: above 3,000,000 shots
Shaping mode: plastic injection
Mould testing: all moulds can be well tested before shipment
As there are many parts in the car lamp system, here looking the technical requirement for each part mould.
Technical summary of car lamp lens mould
1. The lateral core pulling mechanism is the most important core structure of the mold. The mold cleverly adopts the inner core pulling mechanism of “T-slot guide block + oblique inner slide” to successfully solve the lateral division of the transparent part on the surface of the plastic part. The problem of the traces.
2. The mold adopts a common pouring system and is fed by a fan-shaped gate tower. Compared with the previous hot runner casting system, the cost is not only greatly reduced, but also the light transmittance of the lamp lens is better.
3. The mold adopts the combined cooling system of “vertical cooling water pipe + inclined cooling water pipe + septum type water well”. The water channel is arranged along the cavity, and the molding cycle is successfully controlled within 35 seconds, which effectively ensures the precision of the plastic parts and the labor of the mold. productivity.
4. The plastic parts are pushed out by push blocks, which are not only stable but also leave traces that have no effect on the appearance.
Technical summary of car decorative frame mould
1. The electroplated parts must first avoid the weld line, because any welding line of the electroplated parts will appear, affecting the appearance of the plastic parts. When designing the gating system, avoid the weld line. If the weld line is unavoidable, try to get it to the place. For non-appearance areas, the gating system should be verified by mold flow analysis before design.
2. The surface of the decorative frame is generally designed with a pattern. When designing the mold, attention should be paid to the depth of the plastic pattern, which is generally prone to flow patterns.
3. The molding process of plastic parts is small, and the surface of plastic parts is easy to produce bright spots and difficult to control. When the mold casting system is designed, the flow path should be thick and large, and the gate adopts a fan-shaped gate. The maximum width of the gate is about 35~40mm, which is favorable for the meat filling.
4. Decorative frame plastic parts are prone to sticking mold. Try to avoid this problem.
Technical summary of car lamp mirror mould
1. Special injection molding equipment is required, and injection molding machines specializing in the production of BMC plastics are required. The requirements for injection molding equipment are very strict.
2. BMC material is a special hard plastic. In the mold design, it is necessary to design a heating system and a parting surface design discharge system. The molded parts must be quenched to improve wear resistance and mold life.
3. Reflector plastic parts are used in car lights to prevent direct light, reflect light and avoid direct light, and the light distribution requirements are strict. Plastic parts are the most important appearance parts of automobiles. There are many patterns on the surface of plastic parts for the purpose of decorative beauty.
4. The mold design of the BMC material should be balanced. The specifications of the pushrod should be designed as large as possible, and the number should be as large as possible. Otherwise, the mold release will be difficult.
5. Because the stripping angle of the high-gloss plating part is too small, it will cause difficulty in demoulding. Therefore, the drafting degree of the sidewall of the mirror plastic part should be designed as large as possible, generally recommended to be 5°~10°. Of course, the premise is that it cannot affect the function and shape of the plastic parts.
6. Plastic parts can not have sharp edges, all corners need to be designed as rounded corners because the molded parts of the mold are susceptible to stress cracking after quenching.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Car Fog Lamp Plastic Part Mould Suppliers