USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

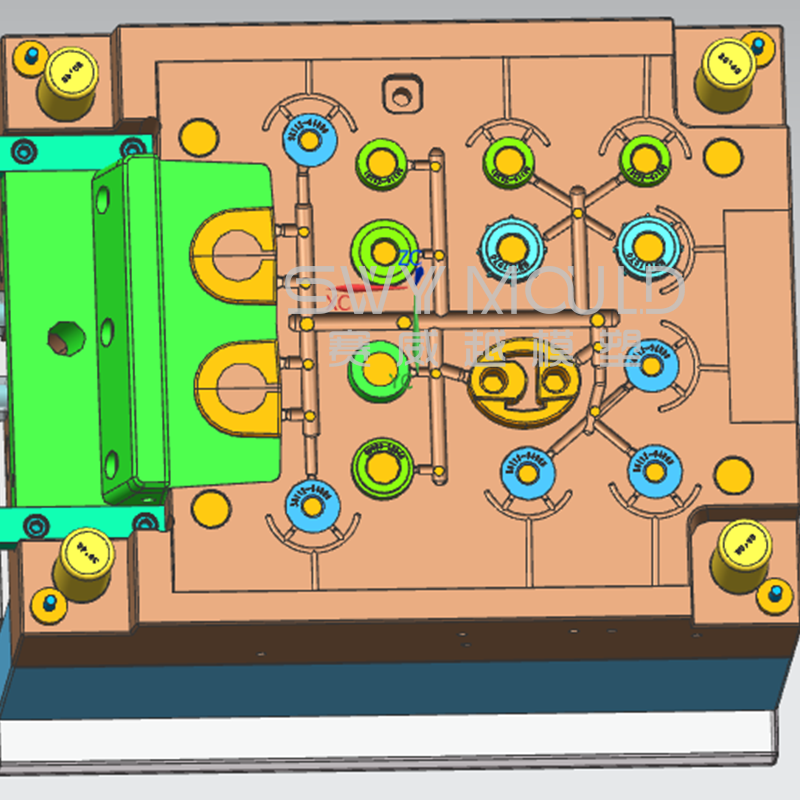
Total 8 samples in one mold
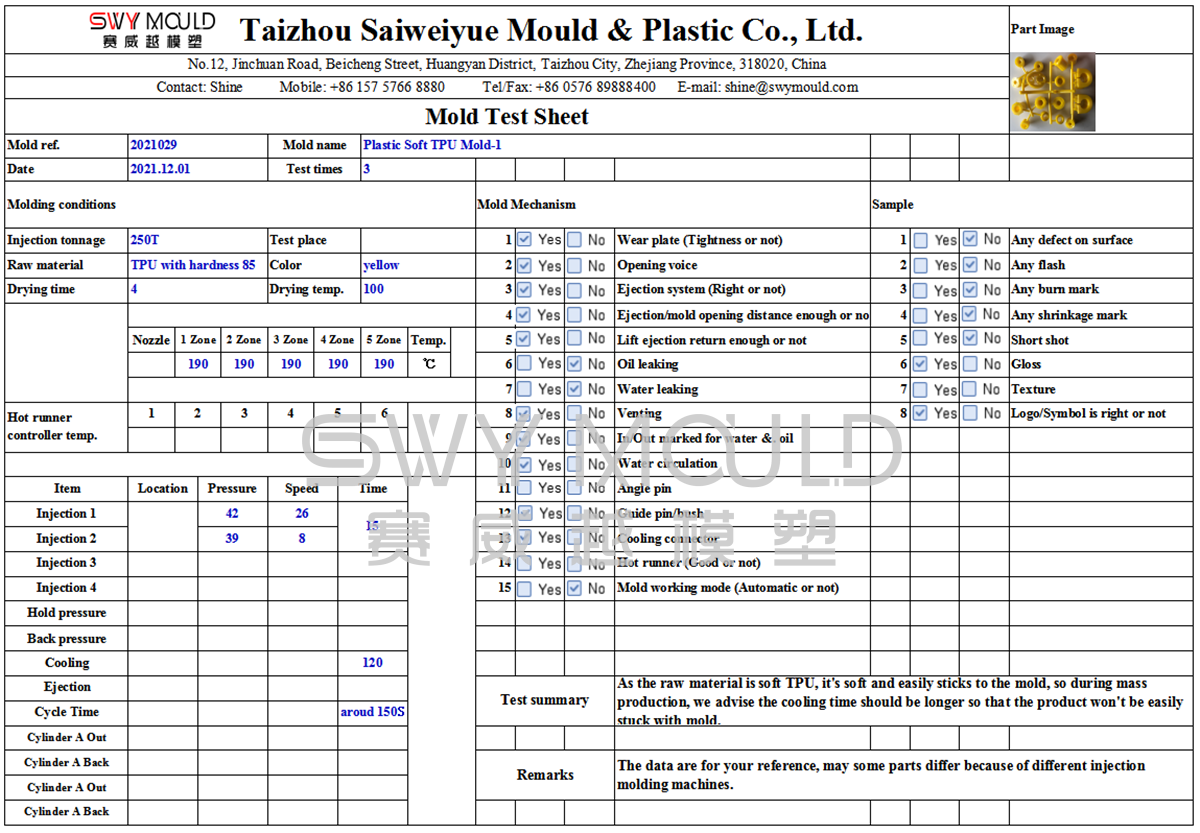
Part resin: soft TPU, hardness 85
Material drying: 4 hours with 100 degree
Mold cavity: 2+2+1+1+1+3+5+1
Runner system: cold runner
Cycle time: around 150 seconds
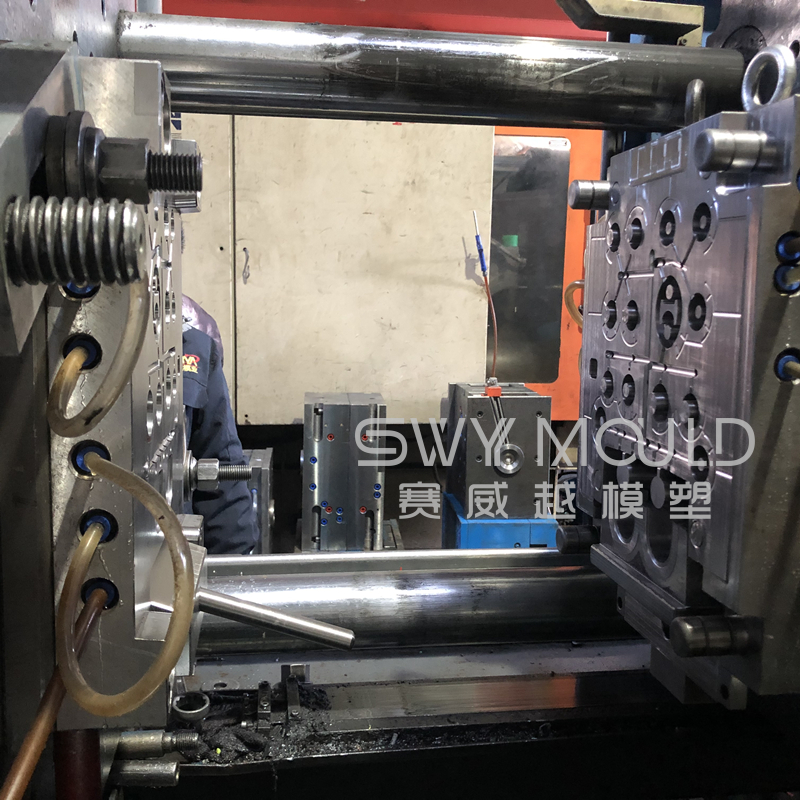
Injection machine tonnage: 250T
Attention points of this TPU car steering rack bush injection mold during production
As the raw material is soft TPU, it's soft and easily sticks to the mold, so during mass production, SWY MOULD advises the cooling time should be longer so that the product won't be easily stuck with mold.
For every mold, SWY will send our customers the Mold Test Sheet for reference. We record all the data during mold testing, such as injection pressure, injection speed, cooling time, etc. Later before mold shipment, we will fill the following chart, print it out, and send it with mold.
Later if our customers have any problem with mold production, it's very welcome to contact us.
Ways of solving TPU stick on injection mold
Sometimes the customers are not professional in setting machine parameters, and there is the easiest way---printing the mold release agent. Before every shot, print some agents and then close mold and injection.
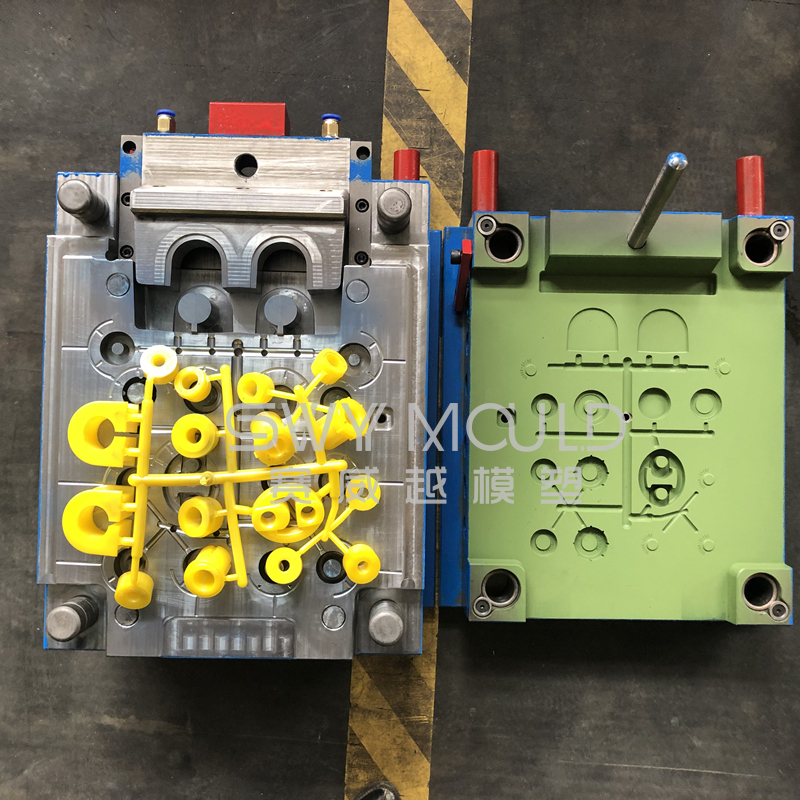
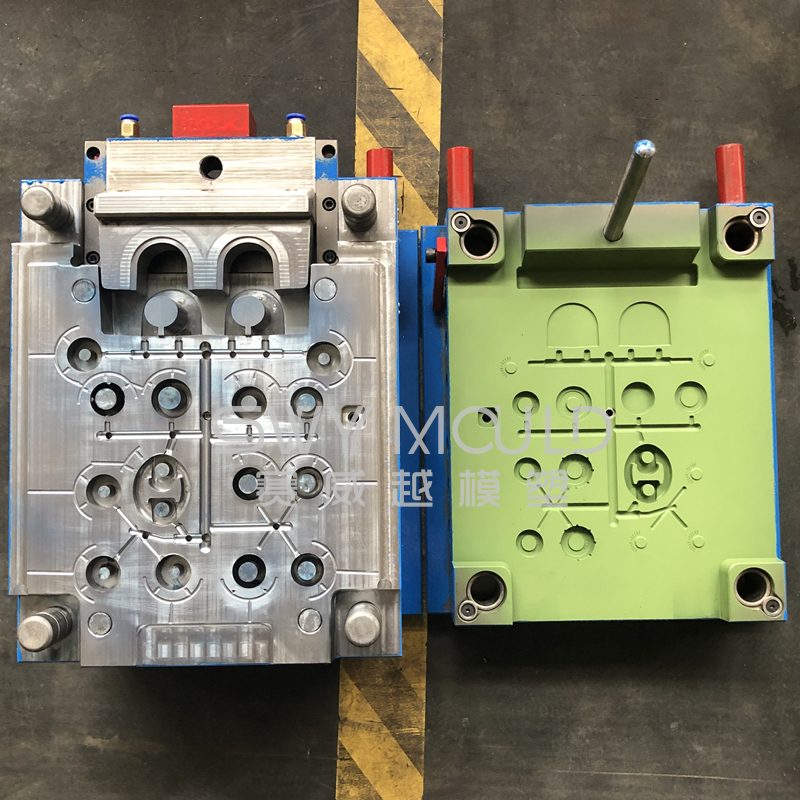
Another way is to treat with Teflon. Teflon is the name for polytetrafluoroethylene (PTFE). PTFE coated molds are a groundbreaking approach that helps in the easy demolding of the molded item. The inner surface of the PTFE coated molds is smooth and allows the item to be molded with more accuracy in design and dimensional requirements. Also, any cracks due to the irregularities in the surface of mold are right away eliminated by the PTFE coating. The negligible chemical reactivity of the coating protects the mold from corrosion occurring due to continuous use with different material types.
Mainly gray in color, the coating may be of black, green, red, or various other colors as per the specifications conveyed to the manufacturer. As you can see our mold, it's green and differs from other molds. It's treated at a high temperature and special machines. No matter how many shots you produced, the TPU material won't stick to the mold. It's the most effective way for mass production.

The points need to the attention of TPU mold design
1. Shrinkage of molded TPU parts
Shrinkage is affected by hardness, thickness, shape, forming temperature, die temperature, and other forming conditions. Typically, the shrinkage range is 0.005-0.020cm/cm. For example, a 100×10×2mm rectangular specimen shrinks in the direction of sprue length and flow, and the hardness of 75A is 2-3 times that of 60D. The hardness and thickness of TPU will affect the shrinkage rate. When the hardness of TPU is between 78A and 90A, the shrinkage decreases with the increase of thickness. When the hardness is between 95A and 74D, the shrinkage rate increases slightly with the increase of thickness.
2. Good flow passage and cold groove
The main flow passage is the part of the flow passage that connects the injector nozzle to the flow passage or cavity in the mold. The diameter should be enlarged inward at an Angle greater than 2O to facilitate the removal of channel vegetation. The shunt channel is a channel connecting the main channel and each cavity in the multi-groove mold. The layout of the channel on the mold shall be symmetrical and equidistant. Flow channels can be round, semicircular, or rectangular, with a diameter of 6-9mm. Runner surfaces must be polished like cavities to reduce flow resistance and provide the faster filling.
A cold well is an empty space at the end of the mainstream (extension runner) that is used to capture the cold material generated between the two injection slots at the end of the nozzle to prevent the shunt runner or gate from entering and being blocked by the cold material. When the cold material is mixed into the mold cavity, the internal stress of the product is easy to occur. The cold bore is 8-10 mm in diameter and approximately 6 mm in length.
3. Gate and vent
The gate is the runner connecting the main or shunt runner to the cavity. Its cross-sectional area is usually smaller than the runner passage, which is the smallest part of the runner system, and its length should be short. The gate is rectangular or round in shape, and the size increases with the thickness of the product. The thickness of the product is less than 4mm and the diameter is 1mm; the sprue shall be 4-8mm thick and 1.4mm in diameter. The gate thickness is greater than 8mm and the diameter is 2.0-2.7mm. The gate position is usually selected on the thickest part of the product, which is not affected by appearance and use and is at right angles to the mold to prevent shrinkage and avoid spiraling.
A vent or vent is a grooved air outlet that opens in the mold to prevent molten material from entering the mold into the gas and draining the gas from the mold cavity. Otherwise, the product may have pores, poor fusion, insufficient filling or gas trap, or even burn out due to high temperature caused by air compression, resulting in internal stress of the product. The outlet can be set at the end of the melt flow in the mold cavity or at the parting line of the plastic mold with a depth of 0.15mm and a width of 6mm.
It is necessary to control the die temperature as uniformly as possible to avoid warping and twisting of parts.
Forming conditions of TPU car steering rack bush injection mold
The most important forming conditions for TPU (thermoplastic polyurethane) are the temperature, pressure, and time of plasticizing flow and cooling. These parameters affect the appearance and performance of TPU components. Good processing conditions should be able to obtain white to beige parts.
1. Temperature
The temperature to be controlled during TPU molding includes barrel temperature, nozzle temperature, and mold temperature. The first two temperatures mainly affect the plasticizing and flow of TPU, while the second temperature affects the flow and cooling of TPU molded parts.
2. Cylinder temperature
The selection of cylinder temperature is related to the hardness of TPU material. The high hardness TPU has a high melting temperature and the maximum temperature at the end of the barrel is also very high. The temperature range of the TPU processing barrel is 177 ~ 232℃. Generally, the temperature distribution of the barrel increases gradually from one side of the hopper (the back end) to the nozzle (the front end) to make the TPU temperature rise steadily and achieve the purpose of uniform plasticization.
3. Nozzle temperature
The nozzle temperature is usually slightly below the maximum barrel temperature to prevent the molten material from salivating in the straight nozzle. If a self-locking nozzle is used to prevent salivation, the nozzle temperature can also be controlled within the maximum temperature range of the barrel.
4. Mold temperature
Mold temperature has a great influence on the internal performance and appearance quality of TPU products. It depends on the crystallinity and product size of TPU. The mold temperature is usually controlled by a constant temperature cooling medium, such as water. TPU has high hardness, high crystallinity, and high mold temperature. For example, text, hardness 480A, mold temperature 20-30℃; Hardness 591A, mold temperature 30-50℃; Hardness 355d, mold temperature 40-65℃. The mold temperature of TPU products is generally 10-60℃. The mold temperature is low, the melted material freezes prematurely and produces streamline, which is not conducive to the growth of spherulites. Therefore, the low crystallinity of the product will lead to the late crystallization period, resulting in the late shrinkage and performance change of the product.
5. Pressure
The injection process is the pressure including the plasticizing pressure (back pressure) and the injection pressure. As the screw recede, the pressure at the top of the melt is the backpressure, which is regulated by the relief valve. Increasing the back pressure will increase the melt temperature, reduce the plasticizing speed, make the melt temperature uniform, and uniform color, and exhaust the melt gas, but will prolong the forming cycle.
TPU usually has a back pressure of 0.3 ~ 4MPa. Injection pressure is the pressure applied on the TPU by the top of the screw. Its function is to overcome the flow resistance of TPU from the cylinder to the cavity, fill the mold with molten material, and compact the molten material. The flow resistance and filling rate of TPU are closely related to melt viscosity, which is directly related to TPU hardness and melting temperature. In other words, melt viscosity not only depends on temperature and pressure but also depends on TPU hardness and deformation rate. The higher the shear rate is, the lower the viscosity is. The higher the hardness of TPU, the higher the viscosity. Relationship between viscosity and shear rate of resins with different hardness (240℃). At the same shear rate, the viscosity decreases with the increase of temperature, but at the high shear rate, the viscosity is not affected by temperature as much as at the low shear rate.
TPU injection pressure is generally 20 ~ 110MPa. The holding pressure is about half of the injection pressure, and the backpressure should be 1. Below 4MPa for uniform plasticization of TPU. Melt viscosity depends not only on temperature and pressure but also on the hardness and deformation rate of TPU. The higher the shear rate is, the lower the viscosity is. The higher the hardness of TPU, the higher the viscosity. Relationship between viscosity and shear rate of resins with different hardness (240℃). At the same shear rate, the viscosity decreases with the increase of temperature, but at the high shear rate, the viscosity is not affected by temperature as much as at the low shear rate. TPU injection pressure is generally 20 ~ 110MPa.
6. Cycle time
The cycle time required to complete the injection process is called the molding cycle time. Cycle time includes filling time, holding time, cooling time, and other times (open, demolding, close, etc.), which directly affect labor productivity and equipment utilization. TPU molding cycle is usually determined by hardness, thickness, and configuration. TPU has a short high hardness cycle, the long thick cycle of plastic parts, along the complex cycle of plastic parts configuration, and the molding cycle is also related to mold temperature. TPU molding cycle is usually between 20 and 60 seconds.
7. Infusion speed
Infusion speed depends on the configuration of the TPU product. Thicker end faces require a lower injection rate, while thinner end faces require a faster injection rate.
8. Screw speed
The processing of TPU molded products usually requires a lower shear rate, so a lower screw speed is appropriate. The screw speed of TPU is generally 20-80r/min, so 20-40r/min is preferred.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM TPU Injection Mold Of Car Steering Rack Bush Suppliers