USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Raw material: PA66+30GF
Color: black with gloss polish
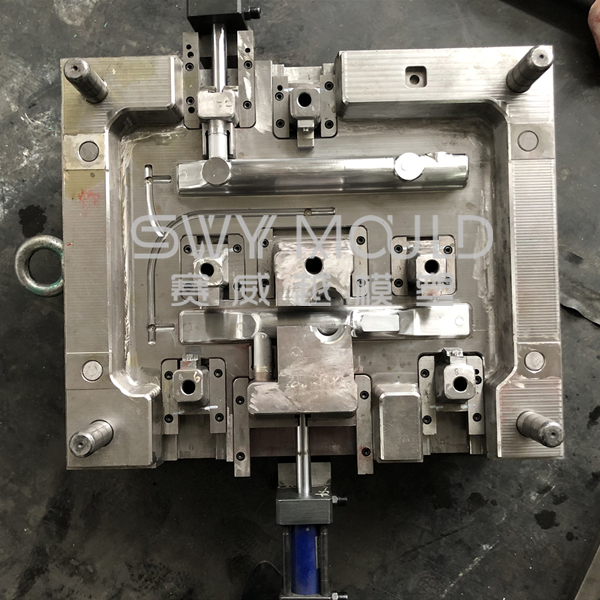
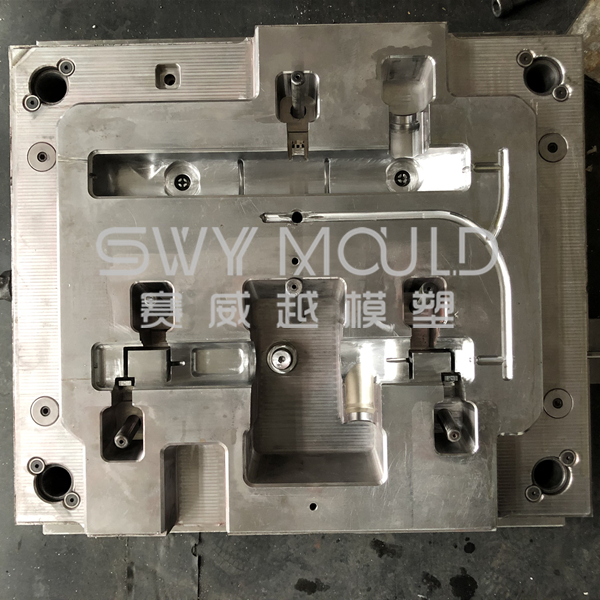
Mould size: 780*600*385mm
Mould weight: 655KG
Cavity steel: P20
Mould base: 45#
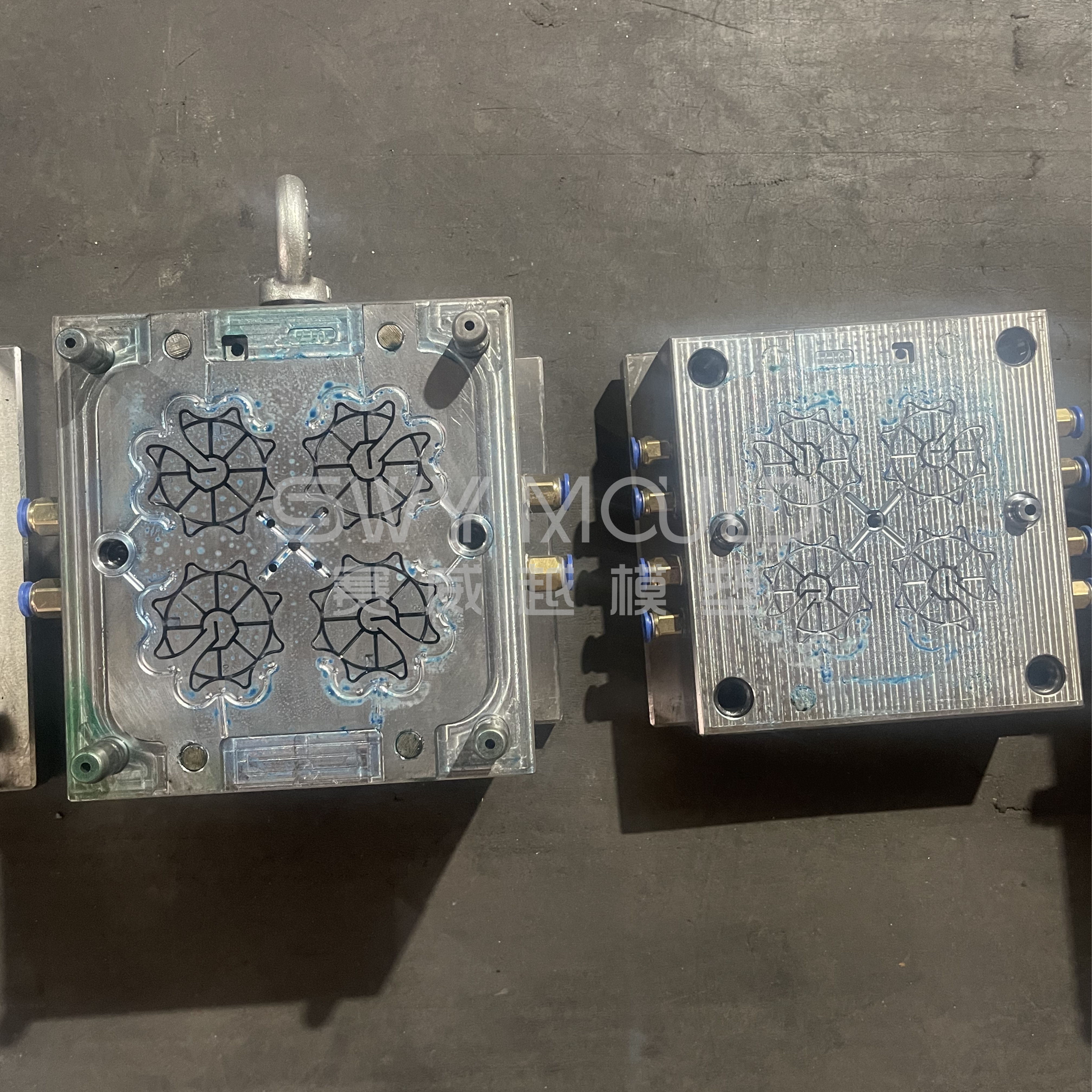
Cavity: 1+1
Core pulling: oil cylinder system
Ejector system: ejector pin
Machine suitable: 380T
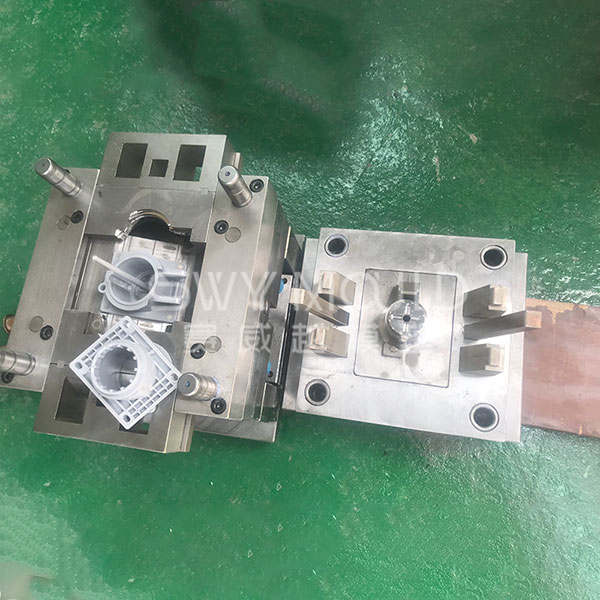
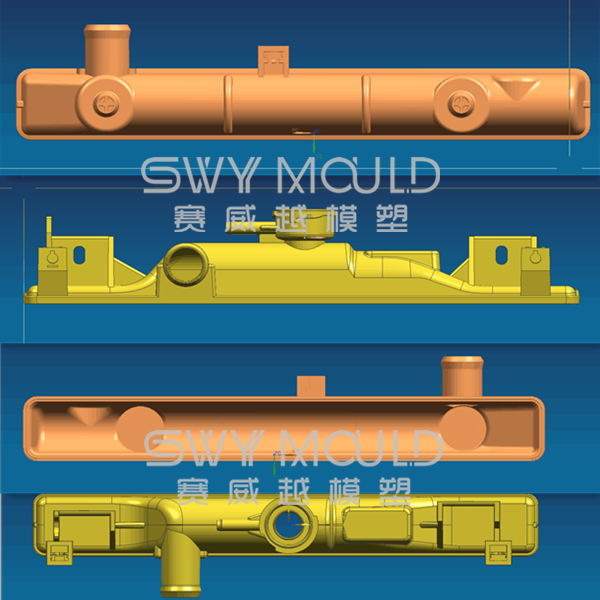
Features of radiator tank sample(provided by our customer)
1. complex structure, outer size: 350*80*60mm
2. several side tubes to connect the car radiator
3. several side holes to install the tank
4. Requirement on the surface: gloss and neat, without any air hole and sink mark
Points need to pay attention to of auto radiator tank mould
The raw material of the radiator tank product is PA66+30GF, so the biggest problem is product is easily out of shape. So every step should coordinate closely and carefully.
1. Moldflow analysis
Using Moldflow to calculate the deformation and gate location, and the gate diameter is commonly 4-6mm. According to the deformation and the actual product size, combining our own experience on water tank mould, to get the best numerical value to produce a perfect mould.

2. Modify the deformation
Generally for shorting the design period, one person drawing the product, and another designing the mould. Recording the data of Moldflow, which is convenient for later modification. Using Moldflow data plus our own experience to modify the 3D design.
3. Design mould structure
*the location of the parting line should be designed not to influence the mould modification
*designing the cooling way as much as possible
*there should be a small insert in the main part, which can be changed easily
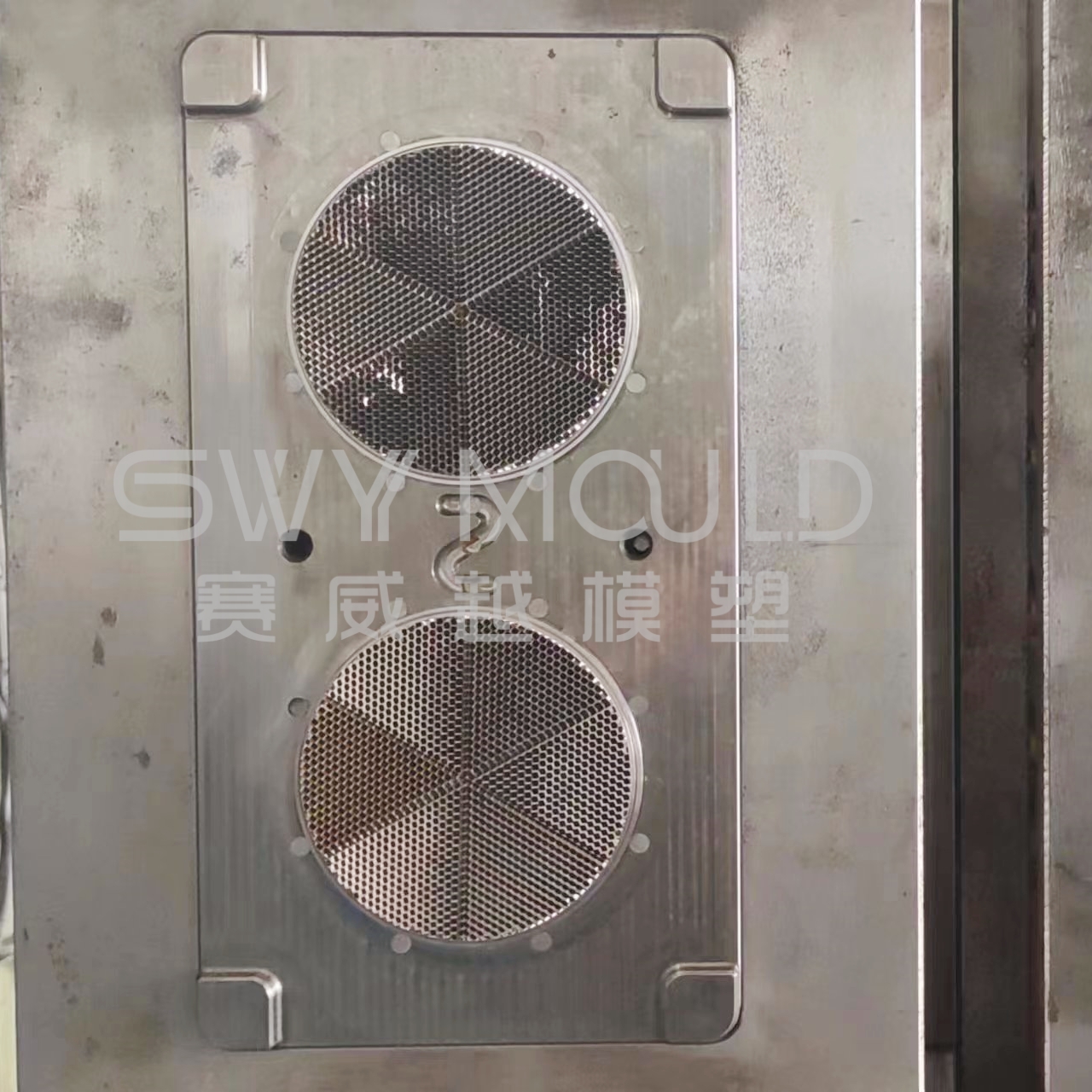
4. Mould machining
*machining the mould with precision data
*different parts are machined in a different way
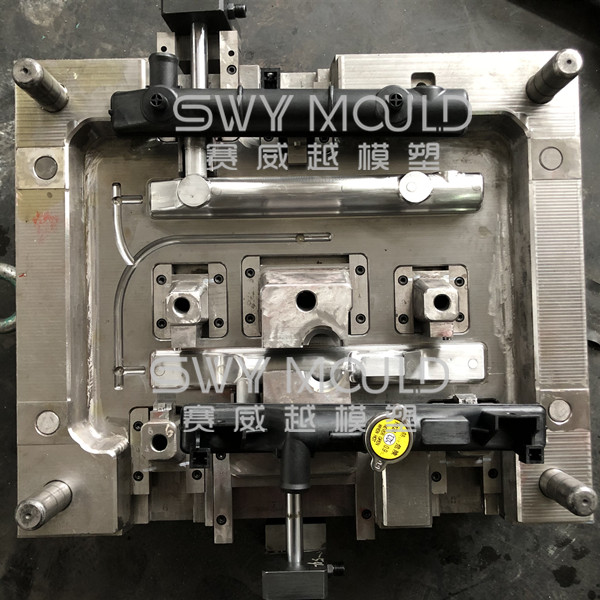
5. Mould trial
*recording the connect way of water line every time
*recording the parameter of the machine setting
*making sure the sample is clean and complete
T1 of plastic tank mould for the auto radiator:
6. The reason for product deformation
*the wall thickness of every part is not even
*the cooling time is not enough
*the injection speed is too fast
*there is stree in the corner part
*deformation when ejecting without cooling enough
*influenced by mould temperature in injection
7. The solution to avoid product deformation
*adjusting the machine parameters which to get a perfect temperature, speed, and time
*design the mould considering the actual factors to achieve less out of shape
*using the gauge after picking the product from the machine to avoid the deformation(this one is frequently used in producing auto part moulds, especially for the large size auto product)
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Auto Radiator Tank Plastic Mould Manufacturers