USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
Raw material: PP+EPDM
Shrinkage: 1.011
Product size: 1042.3*597.5*89.8mm
Mold steel: 718
Cavity No.: 1+1
Mold size: 1780*1050*1342mm
Mold weight: 18tons
Surface requirement: high gloss, with texture
Runner system: hot runner with 10 points needle valve
Core pulling structure: angle ejector bar
Auto door product characters
1. large size mold up to 1.5 meters
2. 11 lifters with the slider for the click features
3. Hight technology SVG hot runner for the injection molding
4. Mold trial is done at the 1000 tons injection molding machine
5. The material of automobile door panels is PP + EPDM, and the shrinkage rate is generally 1.011. EPDM rubber has excellent resistance to ozone, heat, and weathering, and can improve the elasticity of door panels. The external dimension of the door panel is 1042.3*597.5*89.8mm.
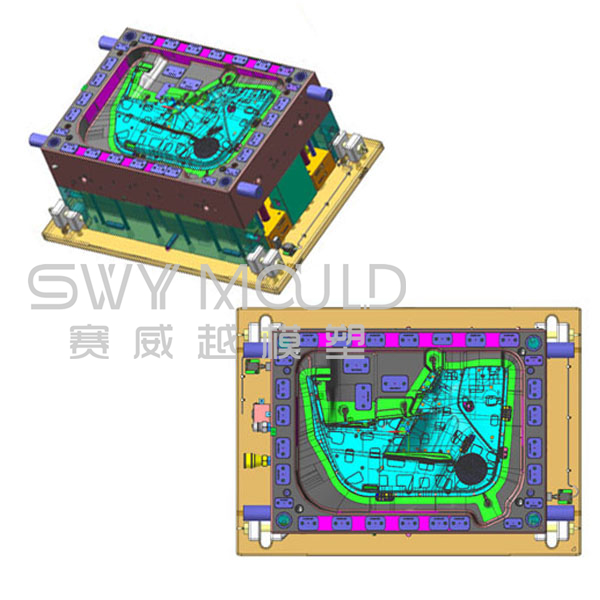
Design requirements on auto door mould
1. Mould gating system
The 3-point SVG hot nozzle is used to turn the cold runner gating. The 3 SVG hot nozzles are not filled at the same time for injection molding, but they are controlled by sequential valves. The filling effect is opened sequentially according to the mold flow analysis and real production molding status.
2. Moldflow analysis
The door panel of the car is an exterior part. Welding lines are not allowed. When injection molding, we need to drive the welding line to the non-appearing area or eliminate the welding line. By using a 3-point SVG hot runner system, the oil cylinder or air cylinder is used to control the 3 hot nozzle Open and close to achieve the effect of injection molding without welding lines.
3. Mould structure design
The side core lifting is the core mechanism of the auto door injection mould. There are 11 side core lifting mechanisms in this mold, which are S1 to S11. Among these 11 lateral core-pulling mechanisms, S11 adopts the structure of angle pin + slider, and the limit of the slider adopts a structure in which a limit clamp and a stopper are used in combination, which is safe and reliable. S1 to S10 all adopt the lifter structure.
In the structural design of the lifter, the lifter angle pin push rod should not exceed 12 °. The design of the lifter should prevent the plastic part from sticking when demolding, which will cause the plastic part to deform and crack.
4. Mould positioning and guidance design
The periphery of the mould base is positioned with a square guide block instead of a round guide pin. The reason is that the size of the mold blank can be made smaller, and the structure is more compact. If round guide pins are added at the four corner positions of the mould, the current mold size is not enough, and the size will be increased, which will inevitably increase costs. In addition, the square guide block needs to be positioned by pins, and the wear surface is designed for the matching surface, which is convenient for machining and fitting.
5. Mould ejection design
The mould ejector plate is ejected with 4 powerful nitrogen springs, and the product is ejected with an ejector pin + ejector block + lifter ejector. The maximum diameter of the ejector pin is 16mm and the minimum is 8mm.
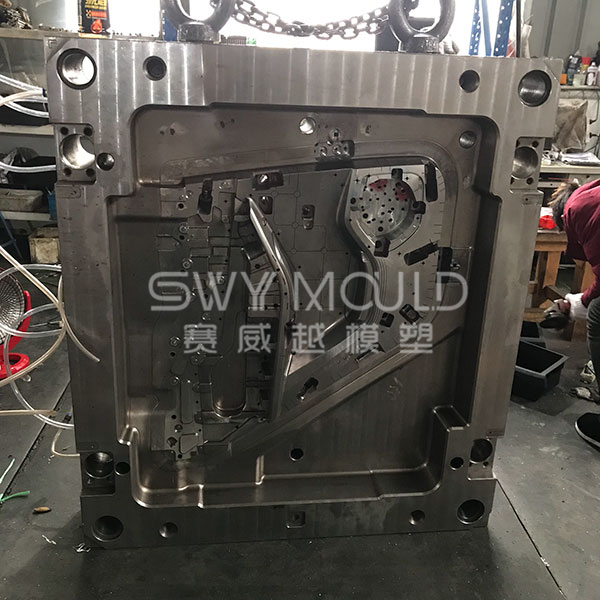
The machining process of auto door mould
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Auto Door Mould Making Suppliers




