USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
Injection molding is one of the most widely used manufa […]
Injection molding is one of the most widely used manufacturing processes around the world, and there are good reasons for it. It is low cost, can be used in mass production, and doesn’t require too much input in the designing part. This has made the process the most ideal when it comes to manufacturing products that are used in the day-to-day lives of people. But there’s one part of injection molding that many people never know anything about, and that’s the gating system.
We are going to explore what a gating system for injection molding is, the types that exist in the manufacturing space, how they affect the end product, the design defects that are caused by the system, and how the mold gating system is designed in the first place. If you have been curious to know how all this operates, then stick around to the end and get enlightened.
What is the gating system for plastic injection mould?
A gating system for injection molding refers to the passageways through which the molten material, be it plastic or metal, goes through as it enters the mold cavity or the cauldron. It is composed of several parts that work independently of each other in a seamless fashion to ensure that everything goes according to the design.
Gating systems come in many shapes, sizes, and designs depending on the end product being made. When designing a gating system, one has to pay attention to some important factors that we will explore later on for it to be able to function as designed. To better understand how a gate system for injection molding works, it is important that we familiarise ourselves with the elements that make up the entire system.
Elements of gating system
Types of gating system in plastic injection mould
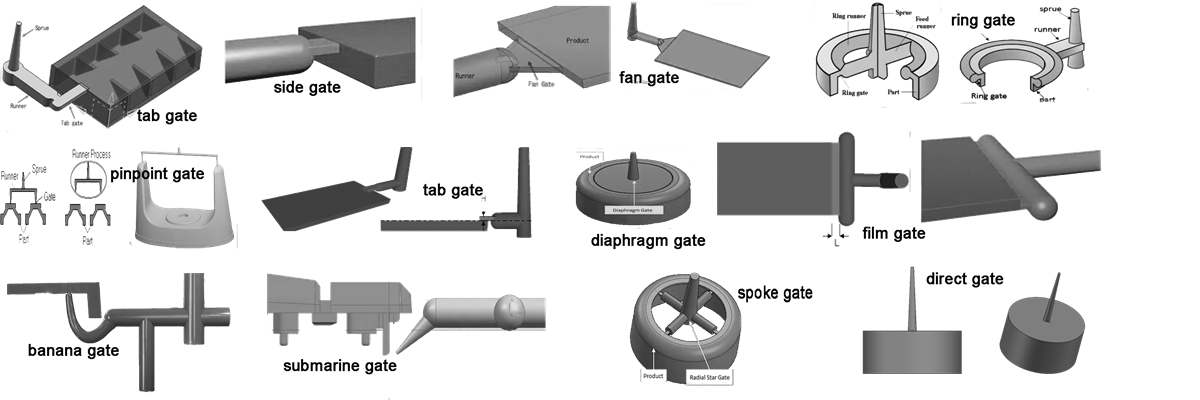
There are various types of injection molding gates that are used widely by plastic manufacturers. Each of them is designed in a unique way that makes them functional in different capacities. The following are the most common types of gates used in injection molding.
1. Side gates – this is commonly used for molds that have two or more cavities. It is placed at the side of the molds and the gate is done manually by a cutter.
2. Tunnel gates – also known as submarine gates, can be placed at the side of movable parts of the mold. It is automatically cut as the mold opens. The gate is also placed underneath, which is better than the side gates because it won’t leave any marks on the surface.
3. Banana gates – they are similar to the tunnel gates but as the name says it is shaped like a banana. It is a newer type of gate and won’t leave any marks on the surface.
4. Fan gate – commonly used for large or flat plate parts. It is placed at the sides and manually cut by a cutter.
5. Film gate – used for thin plate parts.
6. Pin gate – for parts that have multiple cavities or chambers. It is usually located at the top.
7. Sprue gate – this gate is suitable for single chamber parts and thick sections because it can hold pressure well. The disadvantage of this gate is that a mark is left on top.
8. Diaphragm gate – is used for cylindrical or round parts. It is used when marks or weld lines on the part are not acceptable.
9. Hot runner gate – the nozzle diameter is as small as possible, used for thin-walled parts that require short injection mold cycles. The disadvantage is that it causes ripples on the surface.
Choosing the right kind of gate for quality injection molding is very important, careful considerations must be taken by our experienced mold designers, before deciding which appropriate gate is to be used. The specifications of the product, the shape and form, the size, and other components must be considered for making the right choice. The end product, cost, and material waste will be considered if the wrong kind of gate is chosen. The size, shape, and location of the gate should also be taken into account.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. Plastic Injection Mould Manufacturers injection molding Suppliers