USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
Injection molding can produce a large number of parts w […]
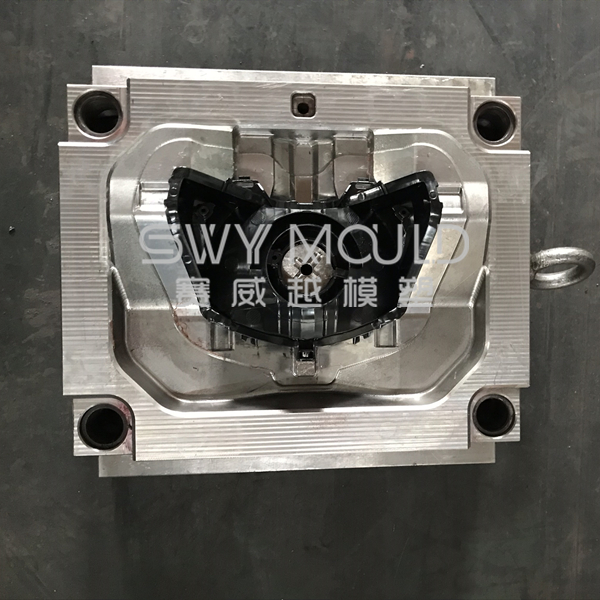
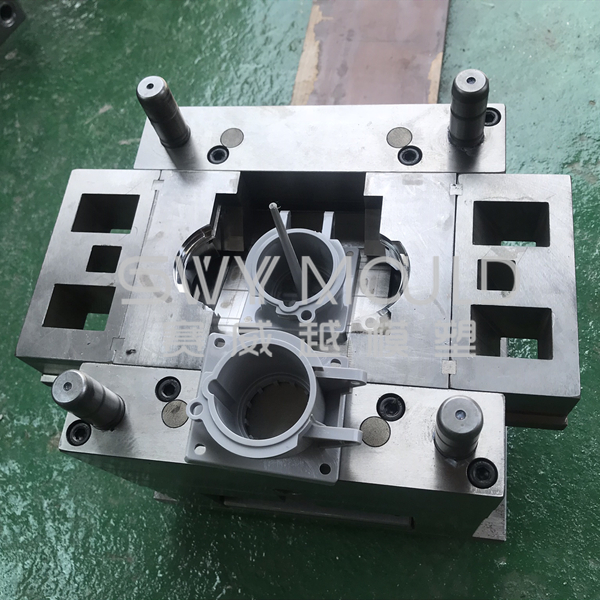
Injection molding can produce a large number of parts with high precision and complex cavity shape. When using injection molds, analyze the mold flow of plastic parts, and select polypropylene molding process parameters to design molds and cavity injection molds. According to the average shrinkage rate of polypropylene, the molding size is calculated and made into an electrical fan mold.
Raw material analysis of plastic parts:
Plastic varieties: PP (polypropylene).
This crystalline material has low moisture absorption and excellent fluidity. The overflow value is about 0.03mm; the molding shrinkage rate is large, and it is easy to produce shrinkage holes, dents, and deformation. The heat capacity is large, and the molding mold must be equipped with a temperature control system that can be completely cooled; the appropriate mold temperature during the molding process is about 80°C and not less than 50°C. Otherwise, defects such as poor gloss on the surface of the plastic parts or welding marks will occur. The too high temperature will cause warpage and deformation.
Mainly used in the automotive industry (PP used mainly with metal additives: mudguards, ventilation ducts, fans, etc.), household appliances (dishwasher doormats, dryer ventilation ducts, washing machine frames, and covers, refrigerator door mats, etc.), consumer products (lawn and garden equipment, such as lawnmowers and sprinklers).
Analysis of the dimensional accuracy of plastic parts:
The main factors affecting the dimensional accuracy of plastic products are the shrinkage of the material and the manufacturing error of the mold. The results show that the shrinkage rate of PP is 1.0%~2.5%, S = 1.75%.
Surface quality analysis of plastic parts:
The outer surface of plastic parts requires low roughness, smooth surface, and low inner surface requirements. The surface roughness readings of PP that can be obtained by different processing methods are 0.1 to 1.6 μm. Since there is no special requirement for the indicated roughness, to facilitate the actual processing, Ra = 0.8μm can be selected in the manufacturing process.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. Plastic Injection Mould Manufacturers injection molding Suppliers